Wire EDM Machine Operation Chapter 5
Copyright November, 98 Page 5-5 Sodick Inc.
CIRCULAR MOTION USING THE R WORD ( CONSTANT RADIUS)
Another way to program an arc is by using the R word. To program using the R word,
program the SHARP corner of the intersection using G01 then add the R and its value at
the end of the command line. Example “G01 X1.234 Y.5678 R.100". This example
would cause a .100 radius to be made (think of this as a corner fillet). It should be pointed
out that the R word will sound like the easier of the two ways, but when you are
machining taper this may not be the type of corner you wanted on the workpiece. This
style of programming will work if the program is in absolute G90 or Incremental G91
mode.
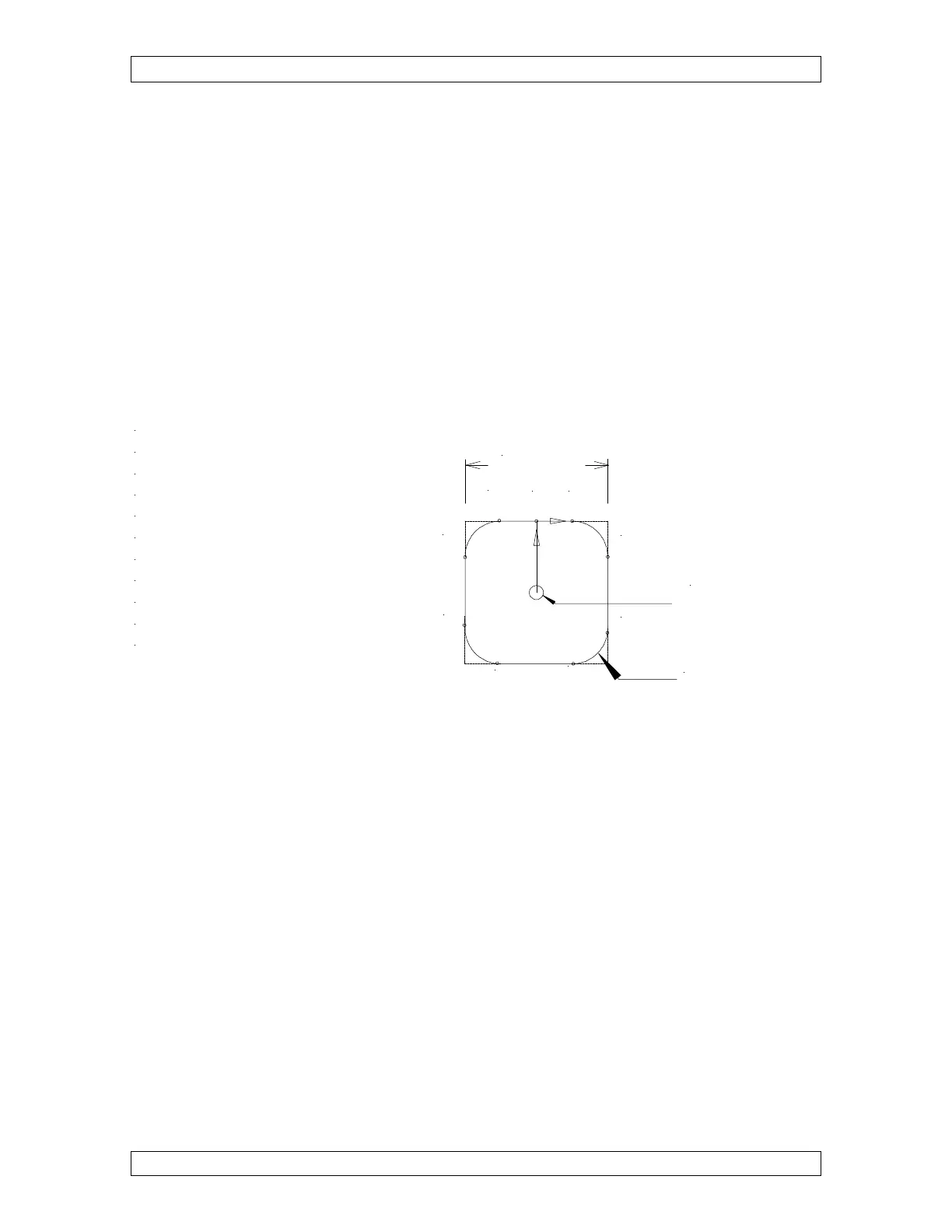
Figure 5-5 shows how the R word can be used with a STRAIGHT LINE move (G01) to
form a radius when in absolute mode.
Figure 5-5
Note three things about the R word.
1. G01 is used rather than a G02 or G03 to generate the circular motion.
2. The G01 command tells the wire to move to the intersection point of the next
movement (or the sharp corner point). The R word is included to tell the control to
start rounding when it reaches the radius value away from the end point. To learn
more about the R word, see page 10-14 or look in the code instruction manual which
came with your machine.
3. Offset must be used for the R word to work.
TAPER CUTTING CONSIDERATIONS WHEN CUTTING AN ARC:
When taper cutting, if you use the R word to create a circular movement, the control will
form the same radius at the top and bottom of the part. If you are machining form tools,
the radius generated by an R word is desirable.
Program Zero
1 2
3
4
5
6
7
8
G92X0 Y0
G42H000
1 G01Y.500
3 G01X.500 R.100
5 G01Y-.500 R.100
7 G01X-.500 R.100
9 G01Y.500 R.100
1 G01 X0
G40G01 Y0
M02
9
1.000"
R .100" Typ.