Wire EDM Machine Operation Chapter 8
Copyright November, 98 Page 8-7 Sodick Inc.
T
T
A
A
P
P
E
E
R
R
S
S
E
E
T
T
T
T
I
I
N
N
G
G
S
S
I
I
N
N
T
T
H
H
E
E
C
C
O
O
N
N
T
T
R
R
O
O
L
L
As you can see, there really isn’t all that much to programming taper in a die. You simply
instate taper, use it, and cancel it. However, there are some machine settings that must
also be made. You can find these settings in the SET screen in the lower right corner If
these settings are not properly made, the resulting taper will be unpredictable. The control
needs to know five basic things about your setup in order to form the taper correctly.
They include:
1) Table to limit (T-Limit)
2) Table to upper (T-Upper)
3) Table to lower (T-Lower)
4) Table to program (T-Program)
5) Table To next (T-Next)
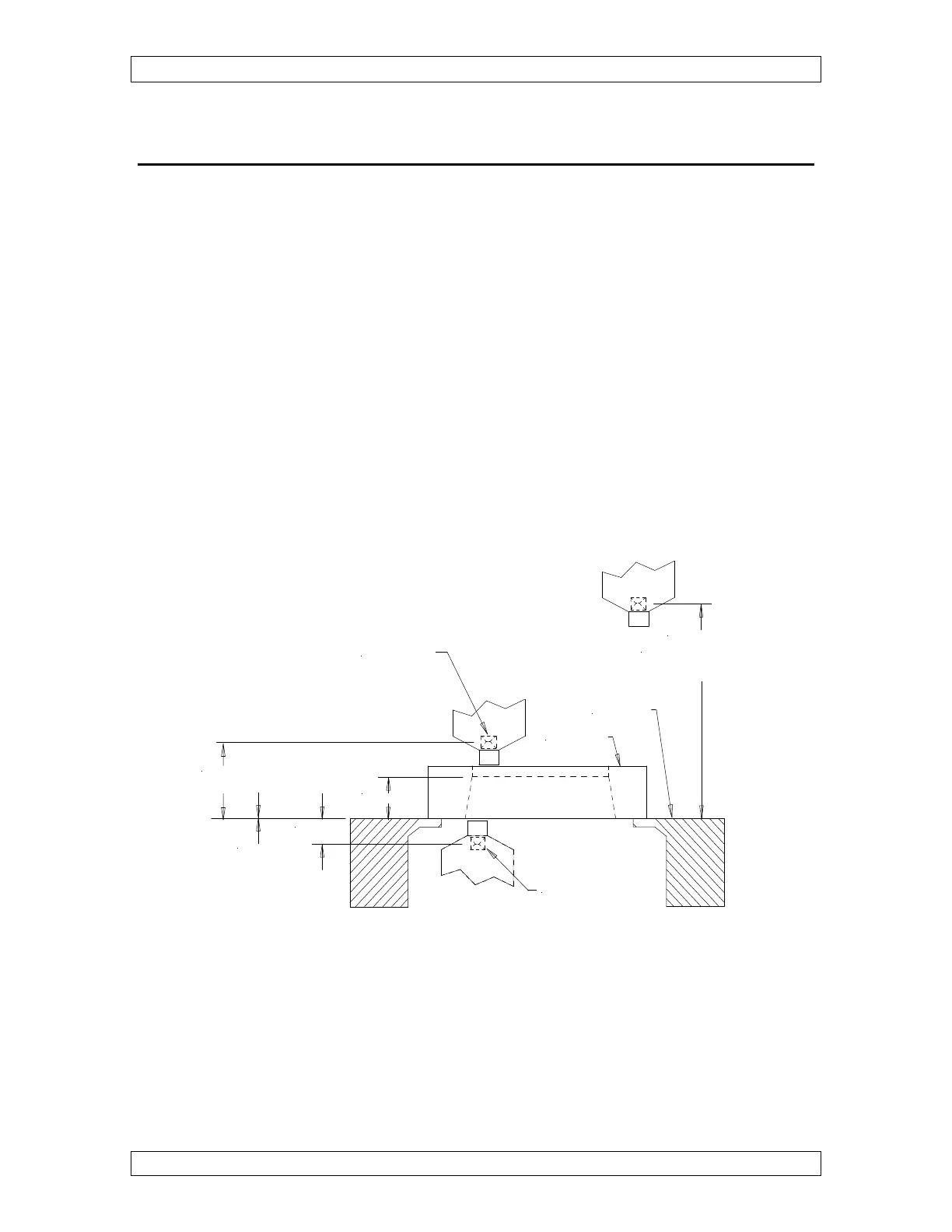
“Table” here refers to the top surface of the pedestals. Figure 8-3 shows these
relationships. Detailed description are on the following pages.
Figure 8-3
TABLE TO LIMIT
Table To Limit is handled differently for a manual Z-axis and a power Z-axis. In both
cases, Table To Limit is a CONSTANT that will usually not change for the life of the
machine. Like Table to lower, you will find it documented in the mechanical file printout
T- Upper
T-Lower
T-Next
T-Program
T-Limit
(Power Z at Z+ Limit)
Lower Guide
Workpiece
Table Top
Upper Guide