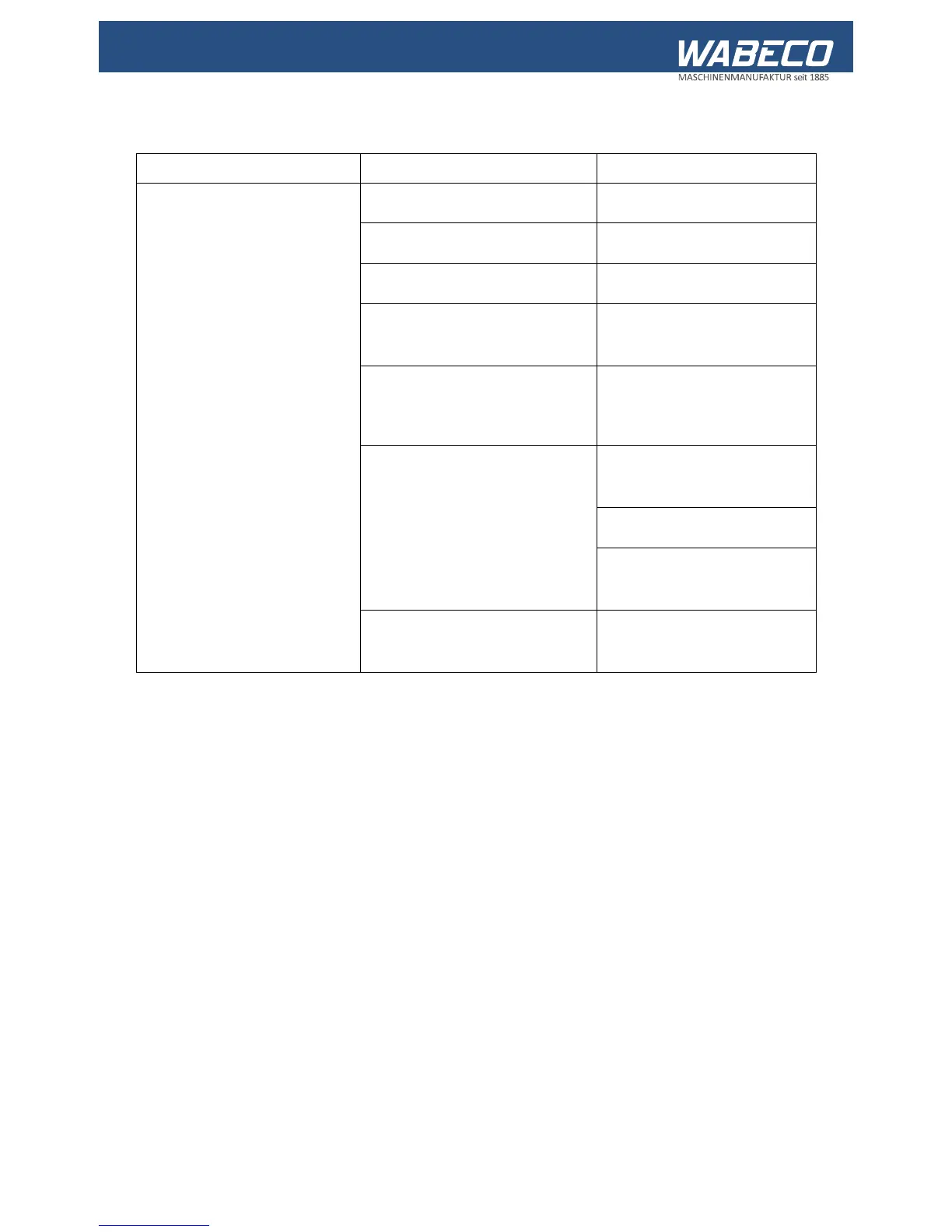
13. Operational faults and the elimination of such
Operational faults Possible cause Remedy
Tool overheated Revolutions too high Reduce the revolutions
Feed too high Reduce the feed
Working without coolant Use coolant
Insufficient coolant feed at the
cutting edge
Align the coolant hose correctly
Tool blunt
Sharpen tool or use a new tool
Increased friction caused by
shaving build up in the tensioning
groove of the tool (drilling work)
Remove the shavings from the
hole more frequently (withdraw)
Use a coated tool
Wash the processing area with
coolant
Unsuitable tool chosen for the
material to be processed
Only use the suitable tool for
the relevant material