www.bodor.com/service@bodor
.com
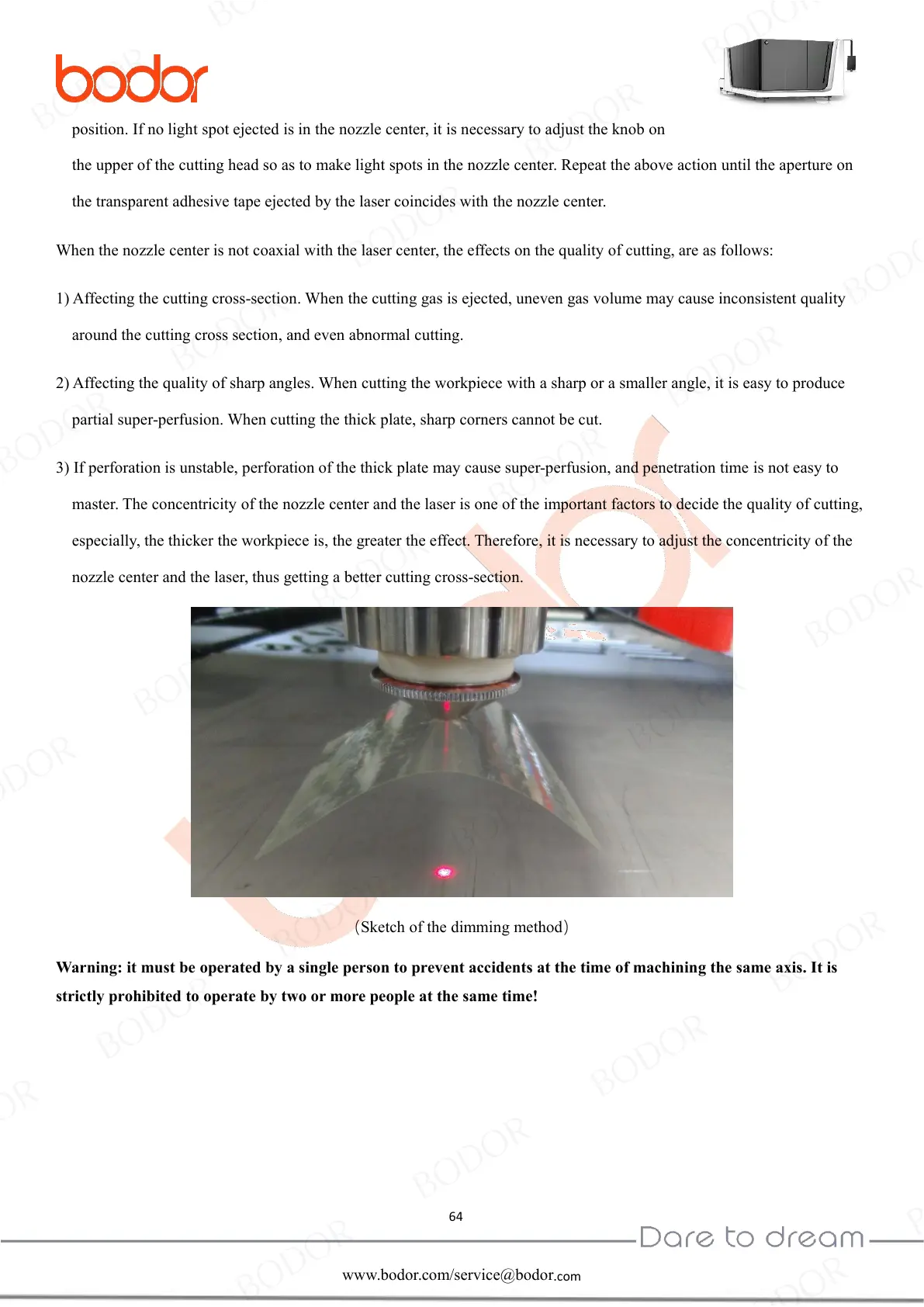
position. If no light spot ejected is in the nozzle center, it is necessary to adjust the knob on
the upper of the cutting head so as to make light spots in the nozzle center. Repeat the above action until the aperture on
the transparent adhesive tape ejected by the laser coincides with the nozzle center.
When the nozzle center is not coaxial with the laser center, the effects on the quality of cutting, are as follows:
1) Affecting the cutting cross-section. When the cutting gas is ejected, uneven gas volume may cause inconsistent quality
around the cutting cross section, and even abnormal cutting.
2) Affecting the quality of sharp angles. When cutting the workpiece with a sharp or a smaller angle, it is easy to produce
partial super-perfusion. When cutting the thick plate, sharp corners cannot be cut.
3) If perforation is unstable, perforation of the thick plate may cause super-perfusion, and penetration time is not easy to
master. The concentricity of the nozzle center and the laser is one of the important factors to decide the quality of cutting,
especially, the thicker the workpiece is, the greater the effect. Therefore, it is necessary to adjust the concentricity of the
nozzle center and the laser, thus getting a better cutting cross-section.
(Sketch of the dimming method)
Warning: it must be operated by a single person to prevent accidents at the time of machining the same axis. It is
strictly prohibited to operate by two or more people at the same time!
 Loading...
Loading...
