www.bodor.com/service@bodor
.com
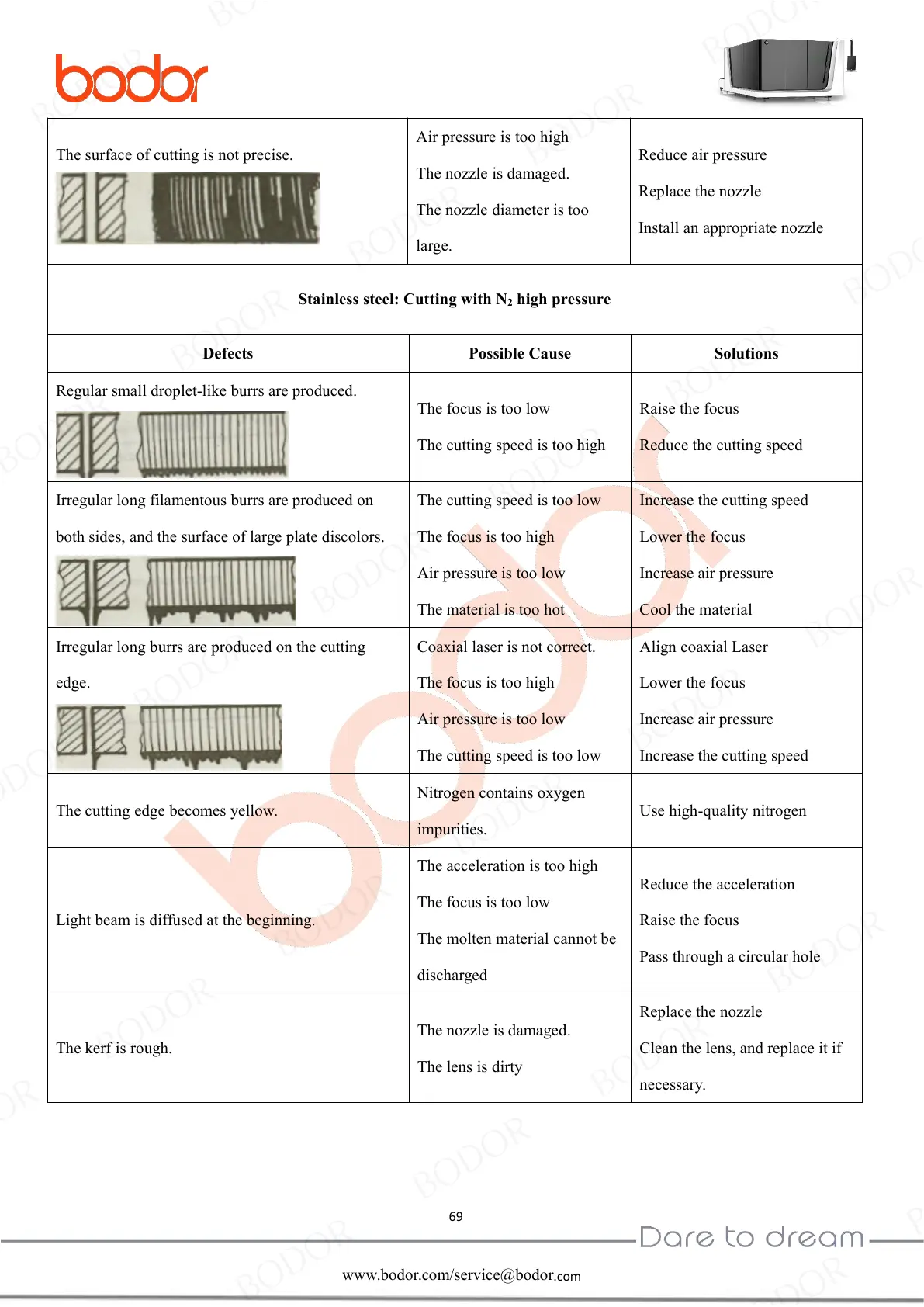
The surface of cutting is not precise.
Air pressure is too high
The nozzle is damaged.
The nozzle diameter is too
large.
Reduce air pressure
Replace the nozzle
Install an appropriate nozzle
Stainless steel: Cutting with N
2
high pressure
Regular small droplet-like burrs are produced.
The focus is too low
The cutting speed is too high
Raise the focus
Reduce the cutting speed
Irregular long filamentous burrs are produced on
both sides, and the surface of large plate discolors.
The cutting speed is too low
The focus is too high
Air pressure is too low
The material is too hot
Increase the cutting speed
Lower the focus
Increase air pressure
Cool the material
Irregular long burrs are produced on the cutting
edge.
Coaxial laser is not correct.
The focus is too high
Air pressure is too low
The cutting speed is too low
Align coaxial Laser
Lower the focus
Increase air pressure
Increase the cutting speed
The cutting edge becomes yellow.
Nitrogen contains oxygen
impurities.
Use high-quality nitrogen
Light beam is diffused at the beginning.
The acceleration is too high
The focus is too low
The molten material cannot be
discharged
Reduce the acceleration
Raise the focus
Pass through a circular hole
The nozzle is damaged.
The lens is dirty
Replace the nozzle
Clean the lens, and replace it if
necessary.
 Loading...
Loading...
