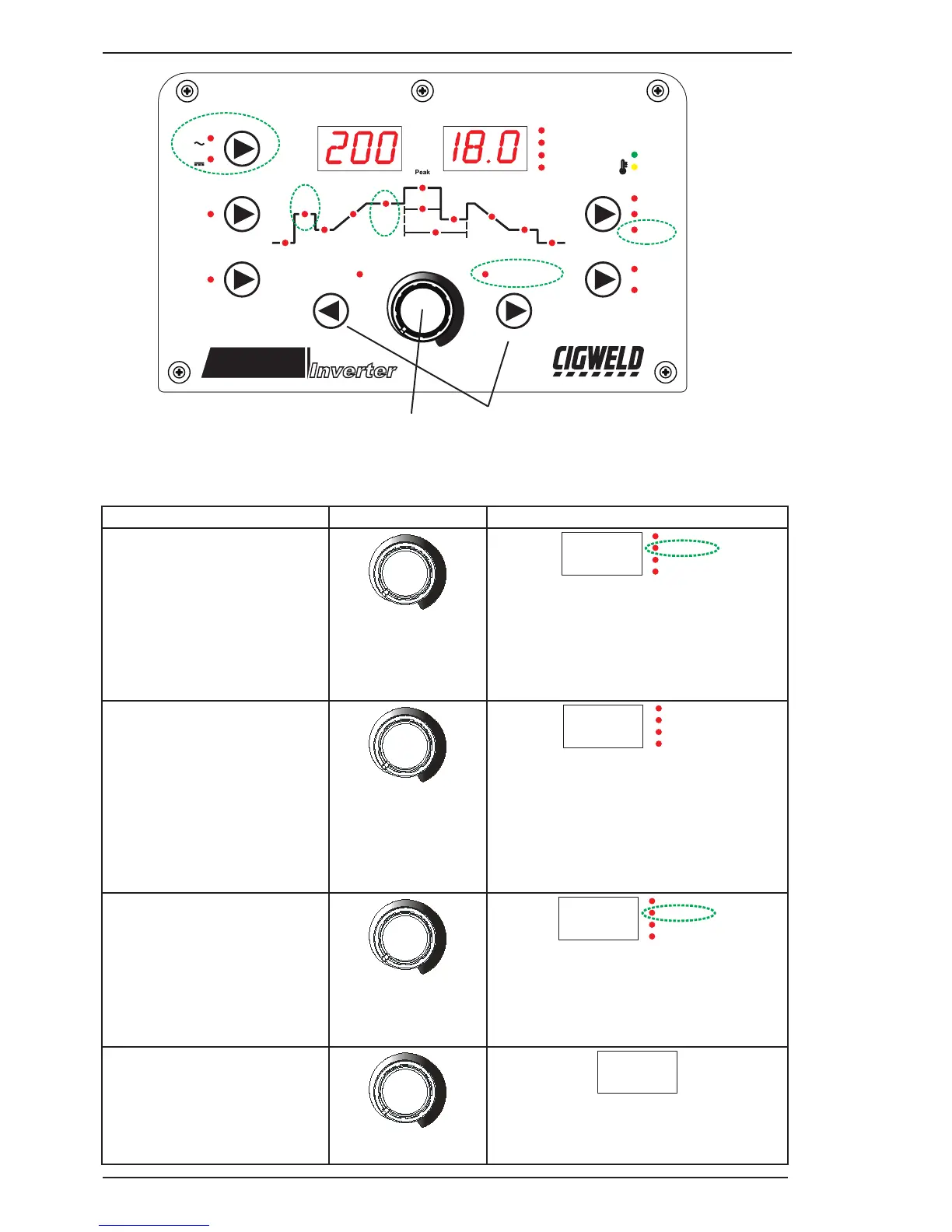
Figure 4-6: LIFT TIG and HF TIG Programming Mode
Programming Parameter Adjustment Device Display
Pre-Flow
This parameter operates in
TIG modes only and is used to
provide gas to the weld zone
prior to striking the arc, once
the torch trigger switch has been
pressed. This control is used to
dramatically reduce weld porosity
at the start of a weld.
Volts
VOLTS
SECONDS
PERCENT (%)
FREQ (Hz)
0.0 to 1.0 second
Initial Current
This parameter operates in (4T)
TIG modes only and is used to
set the start current for TIG. The
Start Current remains on until the
torch trigger switch is released
after it has been depressed.
Note: The maximum initial current
available will be limited to the set
value of the base current.
Amps
VOLTS
SECONDS
PERCENT (%)
FREQ (Hz)
5 to 200 Amps (DC TIG mode)
30 to 200 Amps (AC LIFT TIG mode)
10 to 200A (AC HF TIG mode)
Up Slope
This parameter operates in (4T)
TIG modes only and is used to
set the time for the weld current
to ramp up, after the torch trigger
switch has been pressed then
released, from INITIAL CUR to
PEAK or BASE current.
Volts
VOLTS
SECONDS
PERCENT (%)
FREQ (Hz)
0.0 to 15.0 seconds
Base Current
This parameter sets the TIG
WELD current when PULSE is
OFF. This parameter also sets the
STICK weld current.
Amps
5 to 200A (DC TIG mode)
30 to 200A (AC LIFT TIG mode)
10 to 200A (AC HF TIG mode)
200
15.0
200
1.0