OPERATION WELDSKILL 200AC/DC INVERTER
Manual 0-5206 4-7 Operation
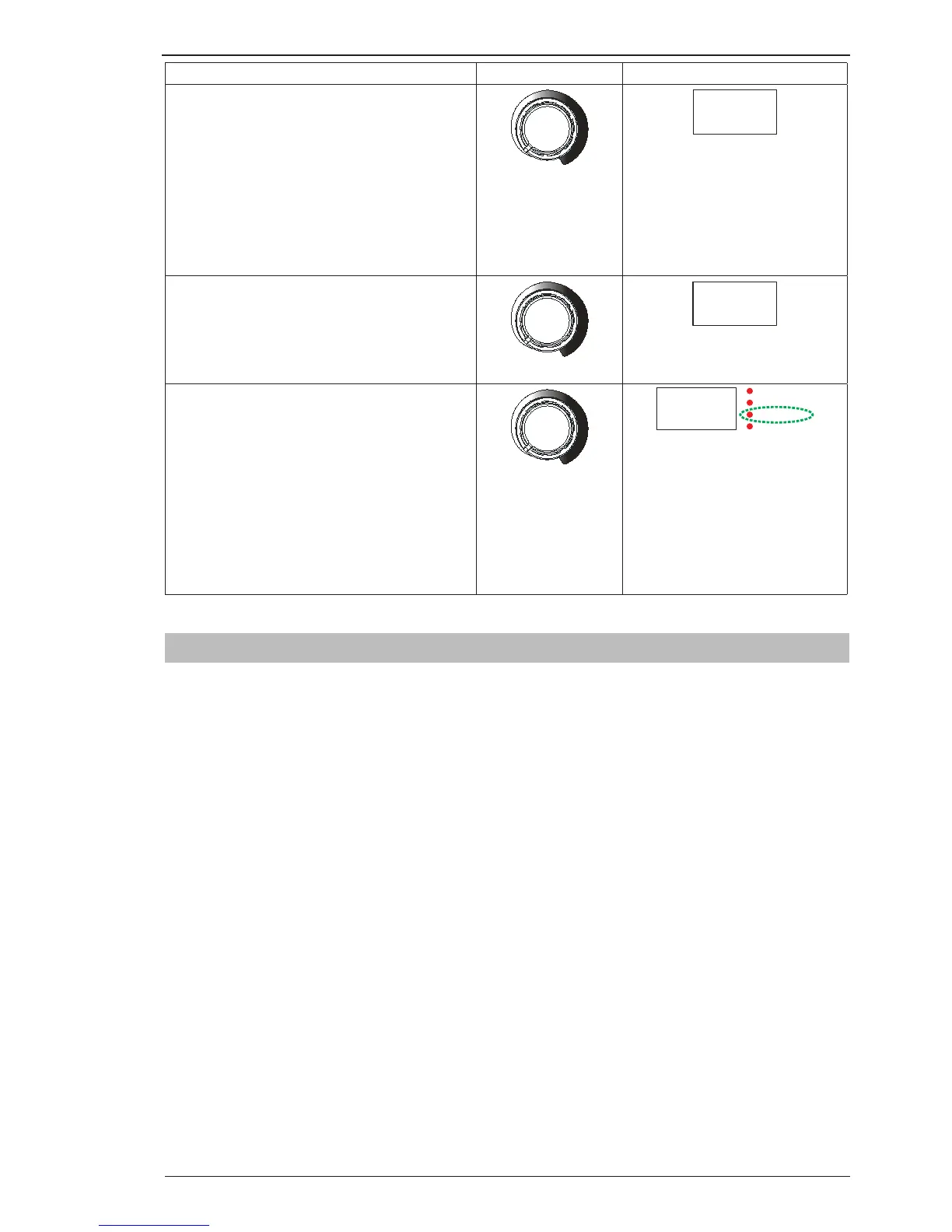
Programming Parameter Adjustment Device Display
Hot Start
This parameter operates in all weld modes
except LIFT TIG mode and is used to heat up
the weld zone in TIG modes or improve the
start characteristics for stick electrodes the
peak start current on top of the BASE (WELD)
current.
e.g. HOT START current = 130 amps when
BASE (WELD) = 100 amps & HOT START = 30
amps
0 to 70A (max 170A weld current)
Base Current
This parameter sets the TIG WELD current
when PULSE is OFF. This parameter also sets
the STICK weld current.
5 to 170A (DC STICK mode)
10 to 170A (AC STICK mode)
Arc Force (STICK Mode only)
Arc Force is effective when in Manual Arc
Mode only. Arc Force control provides and
adjustable amount of Arc Force (or "dig")
control. This feature can be particularly
beneficial in providing the operator the ability
to compensate for variability in joint fit-up in
certain situations with particular electrodes. In
general increasing the Arc Force control toward
100% (maximum Arc Force) allows greater
penetration control to be achieved.
Volts
VOLTS
SECONDS
PERCENT (%)
FREQ (Hz)
0 to 100%
Table 4-2
4.03 WELDSKILL 200AC/DC – LIFT TIG and HF TIG Programming Mode
Press the PROCESS button to select LIFT TIG or HF TIG mode.
Press the MODE switch to goggle between AC and DC welding output.
The Programming LED's are always active. Press FORWARD or BACK to cycle through available programming
functions.
Use the Multi Function Control to adjust the parameter selected.
100