ESAB CUTMASTER 80
OPERATION Manual0-5396
4T-2
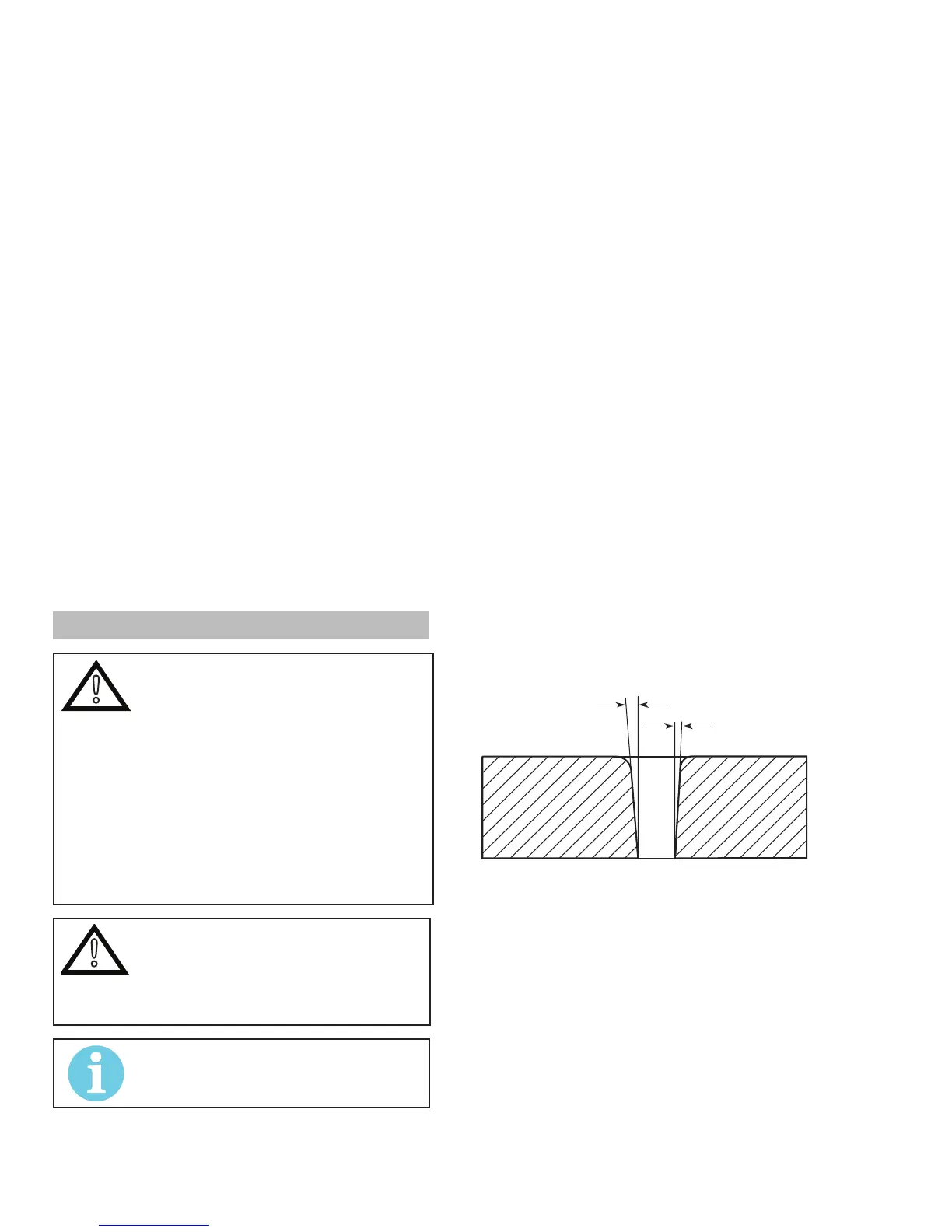
Bevel Angle
The angle between the surface of the cut edge and
a plane perpendicular to the surface of the plate.
A perfectly perpendicular cut would result in a 0°
bevelangle.
Top - Edge Rounding
Rounding on the top edge of a cut due to wearing
from the initial contact of the plasma arc on the
workpiece.
Bottom Dross Buildup
Molten material which is not blown out of the cut area
andresolidiesontheplate.Excessivedrossmay
require secondary cleanup operations after cutting.
Kerf Width
Thewidthofthecut(orthewidthofmaterialremoved
during the cut).
Top Spatter (Dross)
Top spatter or dross on the top of the cut caused by
slowtravelspeed,excesscuttingheight,orcutting
tipwhoseoricehasbecomeelongated.
4T.03 General Cutting Information
!
WARNING
Disconnect primary power at the
source before disassembling the
powersupply,torch,ortorchleads.
FrequentlyreviewtheImportant
Safety Precautions at the front of
this manual. Be sure the operator is
equippedwithpropergloves,cloth-
ing,eyeandearprotection.Make
sure no part of the operator’s body
comes into contact with the work-
piecewhilethetorchisactivated.
!
CAUTION
Sparks from the cutting process can
causedamagetocoated,painted,
andothersurfacessuchasglass,
plastic and metal.
NOTE!
Handle torch leads with care and
protect them from damage.
Piloting
Piloting is harder on parts life than actual cutting
because the pilot arc is directed from the electrode
to the tip rather than to a workpiece. Whenever
possible,avoidexcessivepilotarctimetoimprove
parts life.
Torch Standoff
Improper standoff (the distance between the torch tip
andworkpiece)canadverselyaffecttiplifeaswellas
shieldcuplife.Standoffmayalsosignicantlyaffect
thebevelangle.Reducingstandoffwillgenerally
result in a more square cut.
Edge Starting
Foredgestarts,holdthetorchperpendiculartothe
workpiece with the front of the tip near (not touching)
the edge of the workpiece at the point where the cut
istostart.Whenstartingattheedgeoftheplate,do
not pause at the edge and force the arc to "reach"
for the edge of the metal. Establish the cutting arc
as quickly as possible.
Direction of Cut
Inthetorches,theplasmagasstreamswirlsasit
leaves thetorchtomaintainasmoothcolumnof
gas. This swirl effect results in one side of a cut be-
ing more square than the other. Viewed along the
directionoftravel,therightsideofthecutismore
square than the left.
Right Side
Cut Angle
Left Side
Cut Angle
A-00512
Side Characteristics Of Cut
To make a square - edged cut along an inside
diameterofacircle,thetorchshouldmovecoun-
terclockwise around the circle. To keep the square
edgealonganoutsidediametercut,thetorchshould
travelinaclockwisedirection.
Dross
Whendrossispresentoncarbonsteel,itiscom-
monlyreferredtoaseither“highspeed,slowspeed,
or top dross”. Dross present on top of the plate is
normally caused by too great a torch to plate dis-
tance."Topdross"isnormallyveryeasytoremove