ESAB CUTMASTER 80
Manual0-5396 OPERATION
4T-7
Slag Buildup
Slag generated by gouging on materials such as car-
bonandstainlesssteels,nickels,andalloyedsteels,
canberemovedeasilyinmostcases.Slagdoesnot
obstruct the gouging process if it accumulates to the
sideofthegougepath.However,slagbuild-upcan
causeinconsistenciesandirregularmetalremoval
if large amounts of material build up in front of the
arc. The build - up is most often a result of improper
travelspeed,leadangle,orstandoffheight.
4T.06MechanizedTorchOperation
CuttingWithMechanizedTorch
Themechanizedtorchcanbeactivatedbyremote
control pendant or by a remote interface device
suchasCNC.
1. Tostartacutattheplateedge,positionthecenter
of the torch along the edge of the plate.
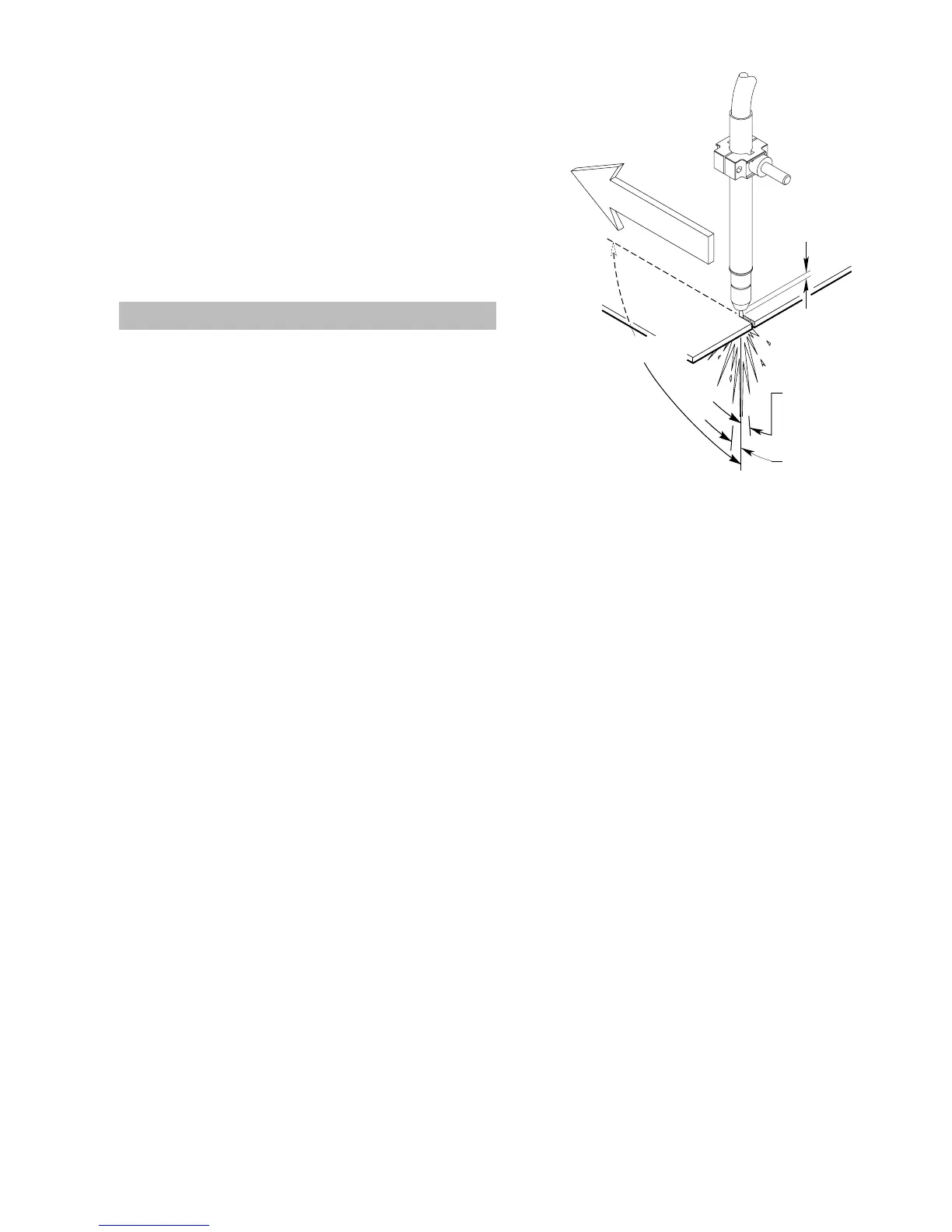
Travel Speed
Propertravelspeedisindicatedbythetrailofthe
arc which is seen below the plate. The arc can be
oneofthefollowing:
1. Straight Arc
A straight arc is perpendicular to the workpiece
surface. This arc is generally recommended
for the best cut using air plasma on stainless or
aluminum.
2. Leading Arc
The leading arc is directed in the same direction
astorchtravel.Avedegreeleadingarcisgen-
erally recommended for air plasma on mild steel.
3. Trailing Arc
The trailing arc is directed in the opposite direc-
tionastorchtravel.
Standoff Distance
Straight Arc
Trailing Arc
Leading Arc
Direction of Torch Travel
A-02586
Mechanized Torch Operation
Foroptimumsmoothsurfacequality,thetravelspeed
shouldbe adjustedsothatonlytheleadingedge
ofthearc column producesthecut. If thetravel
speedistooslow,aroughcutwillbeproducedas
thearcmovesfromsidetosideinsearchofmetal
for transfer.
Travelspeedalsoaffectsthebevelangleofacut.
Whencuttinginacircleoraroundacorner,slowing
downthetravelspeedwillresultinasquarercut.
The power source output should be reduced also.
Refer to the appropriate Control Module Operating
ManualforanyCornerSlowdownadjustmentsthat
may be required.
Piercing With Machine Torch
Topiercewithamachinetorch,thearcshouldbe
started with the torch positioned as high as possible
abovetheplate whileallowingthearc totransfer
andpierce.Thisstandoffhelpsavoidhavingmolten
metal blow back onto the front end of the torch.
Whenoperatingwithacuttingmachine,apierceor
dwelltimeisrequired.Torchtravelshouldnotbe
enabled until the arc penetrates the bottom of the
plate.Asmotionbegins,torchstandoffshouldbe
reduced to the recommended 1/8 - 1/4 inch (3-6 mm)
distance for optimum speed and cut quality. Clean
spatter and scale from the shield cup and the tip as
soon as possible. Spraying or dipping the shield cup
in anti - spatter compound will minimize the amount
of scale which adheres to it.