ESAB CUTMASTER 80
SERVICE Manual 0-5396
5-2
5.02 Maintenance Schedule
NOTE!
The actual frequency of mainte-
nancemayneedtobeadjusted
accordingtotheoperatingenviron-
ment.
DailyOperationalChecksorEverySixCutting
Hours:
1. Checktorchconsumableparts,replaceifdam-
aged or worn.
2. Check plasma and secondary supply and pres-
sure/ow.
3. Purgeplasmagaslinetoremoveanymoisture
build-up.
Weekly or Every 30 Cutting Hours:
1. Check fan for proper operation and adequate air
ow.
2. Inspecttorchforanycracksorexposedwires,
replace if necessary.
3. Inspect input power cable for damage or exposed
wires,replaceifnecessary.
SixMonthsorEvery720CuttingHours:
1. Checkthein-lineairlter(s),cleanorreplaceas
required.
2. Check cables and hoses for leaks orcracks,
replace if necessary.
3. Checkallcontactorpointsforseverearcingor
pits,replaceifnecessary.
4. Vacuum dust and dirt out of the entire machine.
!
CAUTION
Do not blow air into the power sup-
ply during cleaning. Blowing air into
the unit can cause metal particles
tointerferewithsensitiveelectrical
components and cause damage to
the unit.
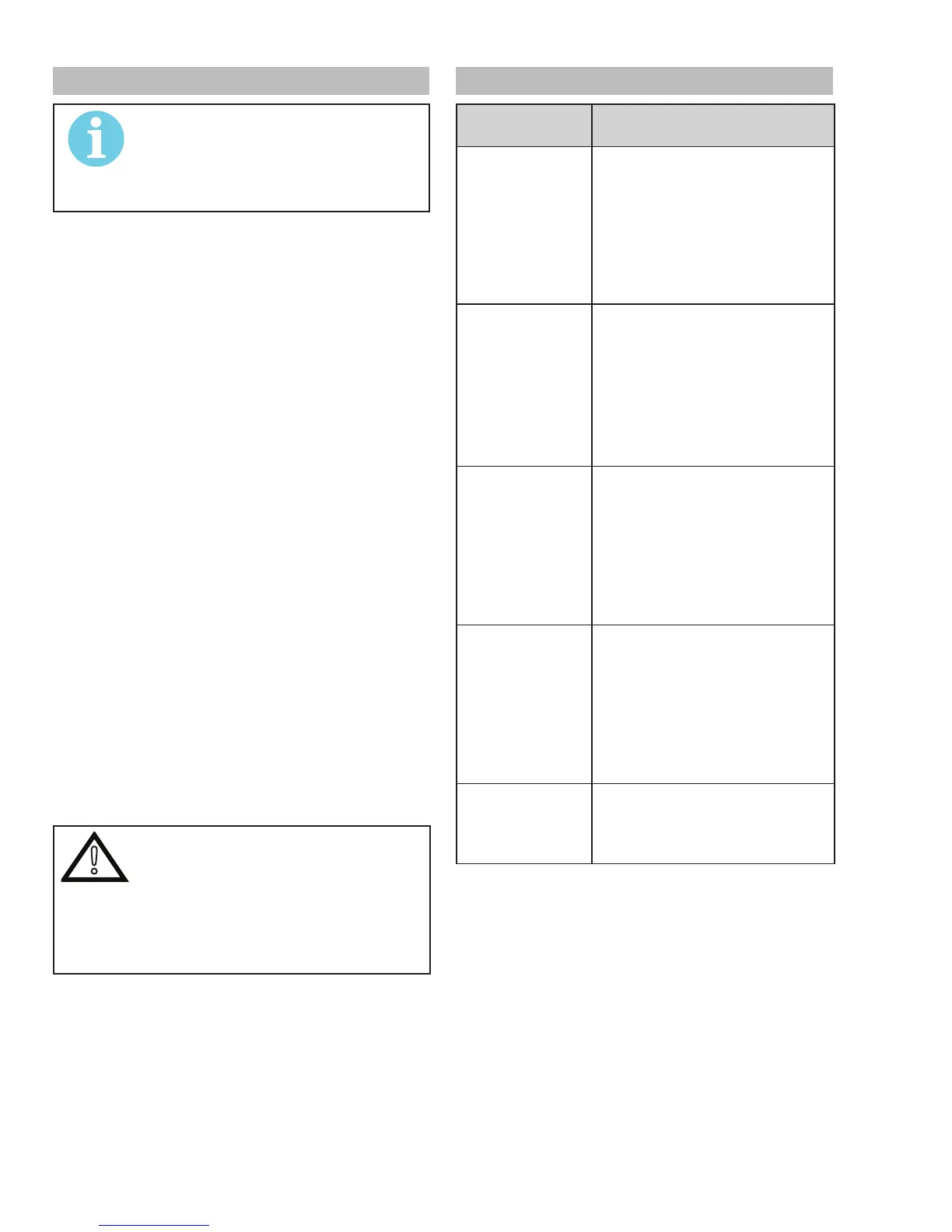
5.03 Common Faults
Problem -
Symptom
Common Cause
Insufcient
Penetration
1. Cutting speed too fast.
2. Torch tilted too much.
3. Metal too thick.
4. Worn torch parts
5. Cutting current too low.
6.Non-GenuineESABpartsused
7. Incorrect gas pressure
Main Arc
Extinguishes
1. Cutting speed too slow.
2. Torch standoff too high from
workpiece.
3. Cutting current too high.
4. Work cable disconnected.
5. Worn torch parts.
6.Non-GenuineESABpartsused
ExcessiveDross
Formation
1. Cutting speed too slow.
2. Torch standoff too high from
workpiece.
3. Worn torch parts.
4. Improper cutting current.
5.Non-GenuineESABpartsused
6. Incorrect gas pressure
Short Torch Parts
Life
1. Oil or moisture in air source.
2. Exceeding system capability
(material too thick).
3.Excessivepilotarctime
4. Gas pressure too low.
5. Improperly assembled torch.
6.Non-GenuineESABpartsused
DifcultStarting 1. Worn torch parts.
2.Non-GenuineESABparts
used.
3. Incorrect gas pressure.