42
SUMMARY
Arc voltage is a dependent variable. It is dependent upon cutting amperage, nozzle size, torch stando, cut gas
ow rate and cutting speed. An increase in arc voltage can result from a decrease in cutting speed, an increase
in cutting amperage, a decrease in nozzle size, an increase in gas ow and an increase in torch stando. Assum-
ing that all of the variables are set as recommended, torch stando becomes the most inuential variable to the
process. Good and accurate height control is a necessity in producing excellent cut quality.
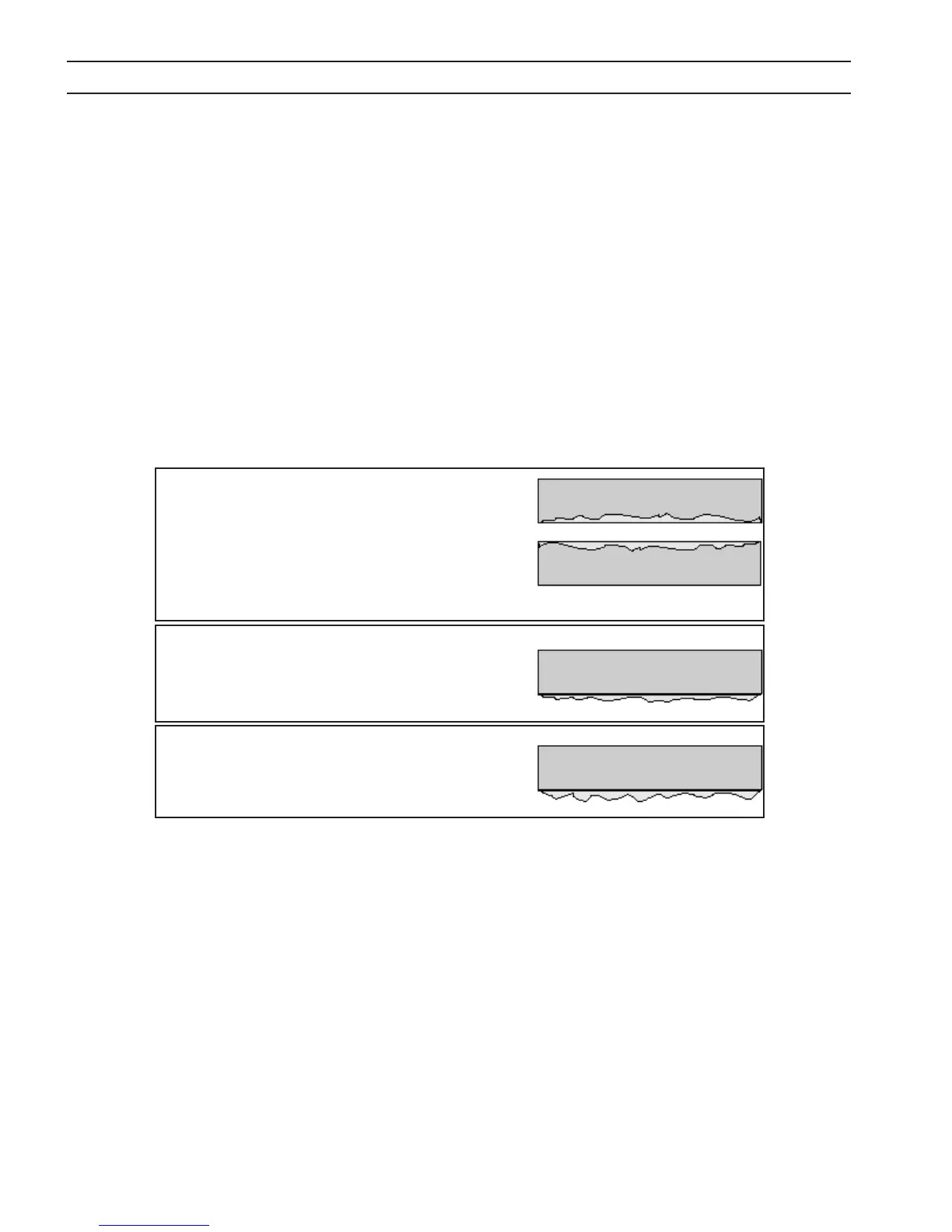
LOW SPEED DROSS
Globular dross that forms in large
deposits. Comes o very easily.
HIGH SPEED DROSS:
Fine roll over dross that welds to
bottom of edge. Cleaning requires
chipping or grinding.
TOP DROSS:
Splatter appears on the top edge of
both pieces of the plate.
Lower the voltage in increments of 5
volts DC (maximum) until top dross
disappears.
4.5 Dross Formation
Cutting speed, gas selection and variations in metal composition contribute to dross formation. The correct cut-
ting stando also has an inuence on dross formation. If the arc voltage is set too high, the cut angle becomes
positive. In addition, dross forms on the bottom edge of the part. This dross can be tenacious and require chip-
ping and grinding for removal. Setting the cutting voltage too low results in undercutting the parts or negative
cut angle. Dross formation occurs but in most cases it is easily removed.
Top Dross
Top dross usually appears as splatter near the top edge of the kerf. This is a result of torch stando (arc voltage)
set too high or cutting speed set too fast. Most operators use the parameter charts for recommended speed. The
most common problem is torch stando or arc voltage control. Simply lower the voltage settings in increments
of 5 volts until the top dross disappears. If an arc voltage control is not used, the torch can be lowered manually
until the dross disappears.
Figure 4-6. Dross Formation
SECTION 4 OPERATION