Functional characteristics
MIG/MAG welding
Item No.: 099-005073-EWM01 25
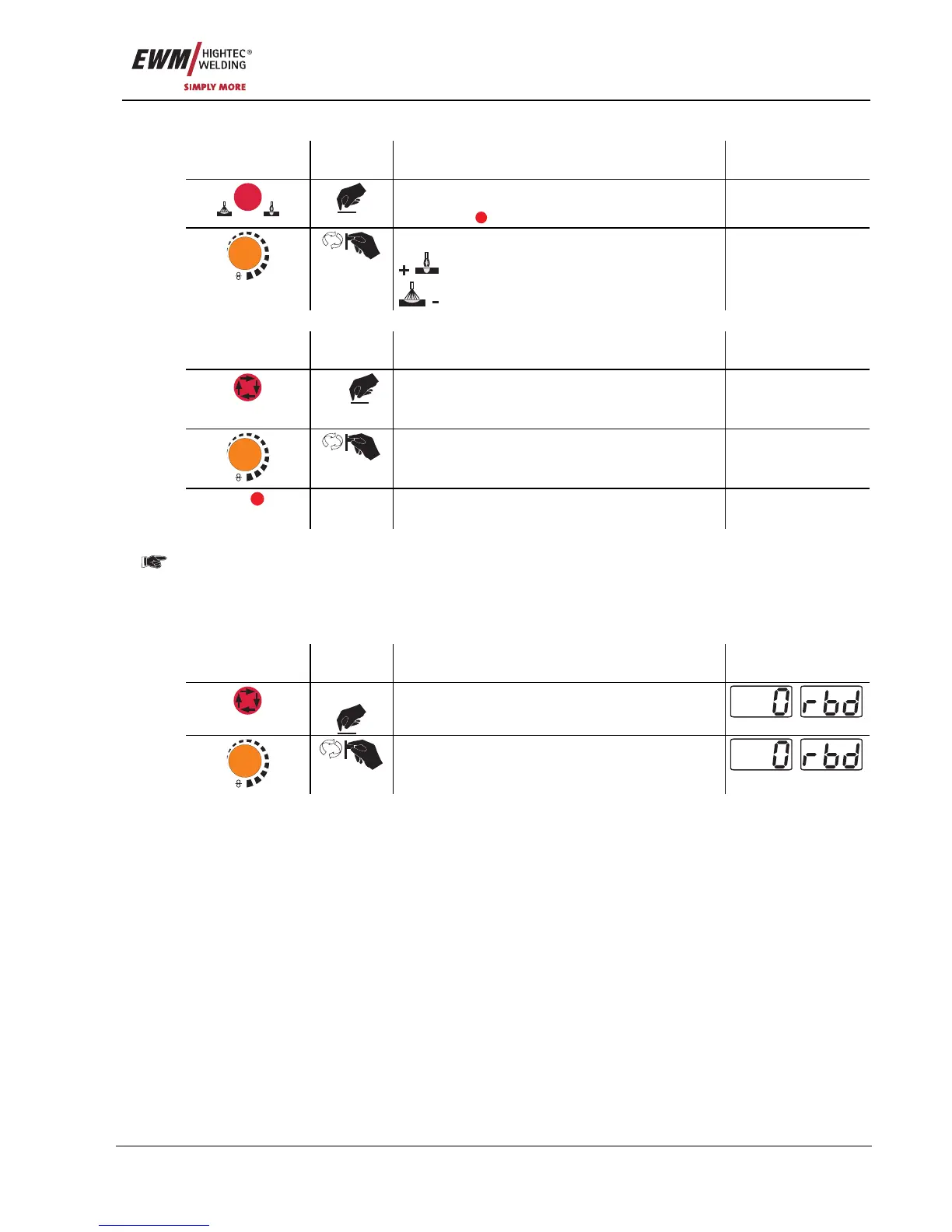
5.2.2.4 Choke effect / dynamics
Operating
element
Action Result Display
DYN
- +
Select Dynamics welding parameter
Dynamics
DYN
comes on
-40 to +40
m/min
Dynamics setting
Arc harder and narrower
Arc softer and wider
-40 to +40
5.2.2.5 Superpulses
Operating
element
Action Result Display
X x
Selects super pulses
Press the “Select welding parameters” button
until “on/off Sup” appears on the display.
on/off Sup
m/min
Switches function on or off.
on/off Sup
Super-
puls
The signal light indicates when the function
has been activated.
5.2.2.6 Wire burn-back
Prevents fusing of the wire electrode in the molten pool.
Wire back-burn set too high: large drops developing on the wire electrode result in poor ignition
properties or the wire electrode sticking to the welding nozzle. Wire back-burn set too low: Wire
electrode sticks in the molten pool.
Operating
element
Action Result Display
3 sec.
Selects wire burn-back
m/min
Parameter setting
(setting range 0 to 499)