Functional characteristics
MIG/MAG welding
26 Item No.: 099-005073-EWM01
5.2.3 MIG/MAG operating point
The operating point (welding output) is specified using the principle of MIG/MAG one-dial operation, i.e.
the user need only specify the operating point by setting the required wire speed, for example, and the
digital system will calculate the optimum values for welding current and voltage (operating point).
The operating point setting can also be specified using the accessory components such as the remote
control, welding torch, etc.
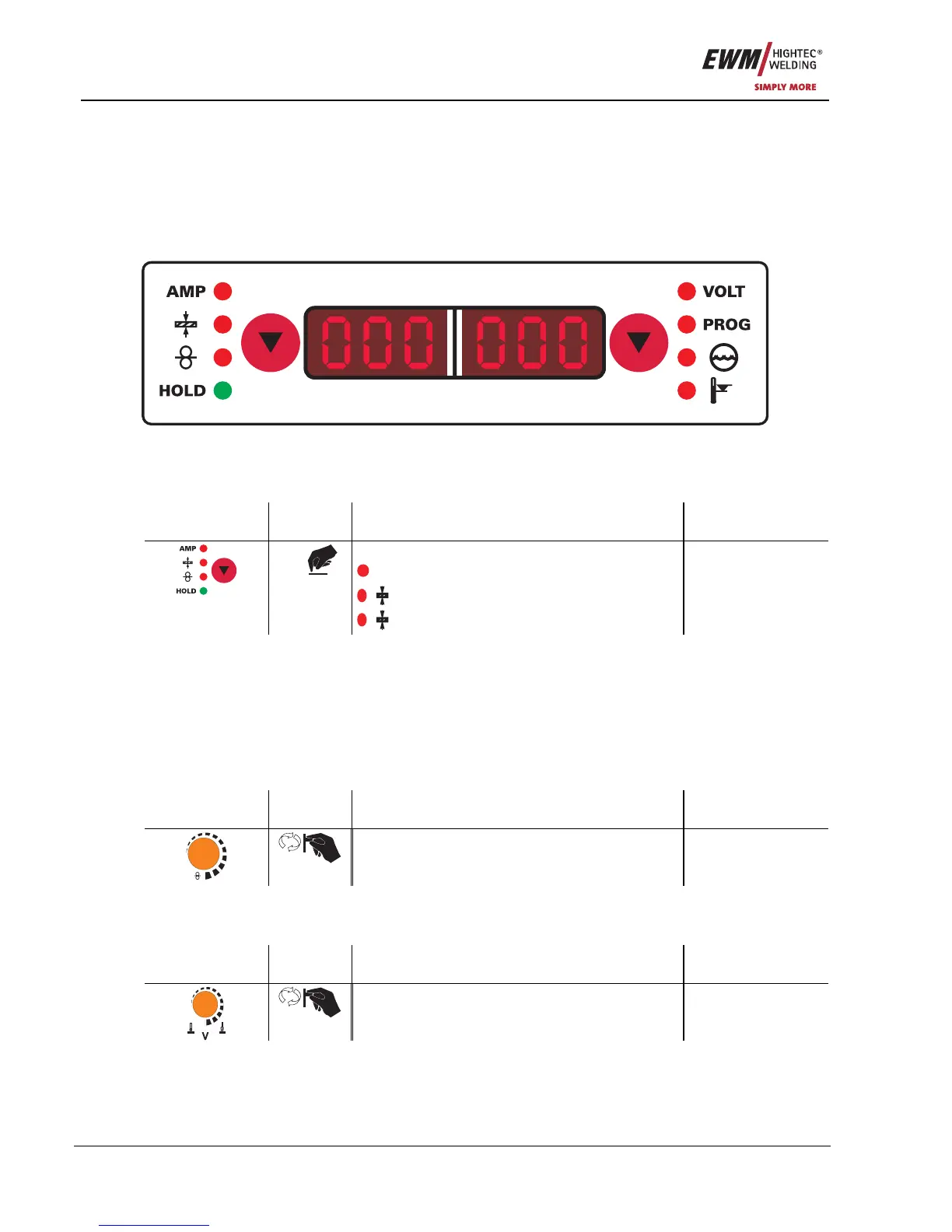
5.2.3.1 Selecting the display unit
Figure 5-3
The operating point (welding performance) can be displayed as the welding current, material thickness or
wire speed.
Operating
element
Action Result Display
X x
Switching the LCD display between:
A
Welding current
Material thickness
Wire speed
No change
Example application
You need to weld aluminium, material = AlMg, gas = Ar 100%, wire diameter = 1.2 mm (in other words,
JOB 183), you do not have any specifications and do not know the required settings, e.g. for the wire
speed.
Switch display to material thickness, set operating point to 5 mm panel thickness, for example.
This corresponds to a wire speed of 8.4 m/min.
5.2.3.2 Operating point setting using material thickness, welding current, wire speed
In the following versions, only the wire speed is given to represent the operating point setting.
Operating
element
Action Result Display
m/min
Operating point is set using the wire speed
previously set.
Selected parameter
5.2.3.3 Arc length correction setting
The “Arc length correction” setting option is provided for the individual adjustment of the arc length for any
specific welding task and any application.
Operating
element
Action Result Display
"Arc length correction" setting Selected parameter