Functional characteristics
MIG/MAG welding
Item No.: 099-005073-EWM01 43
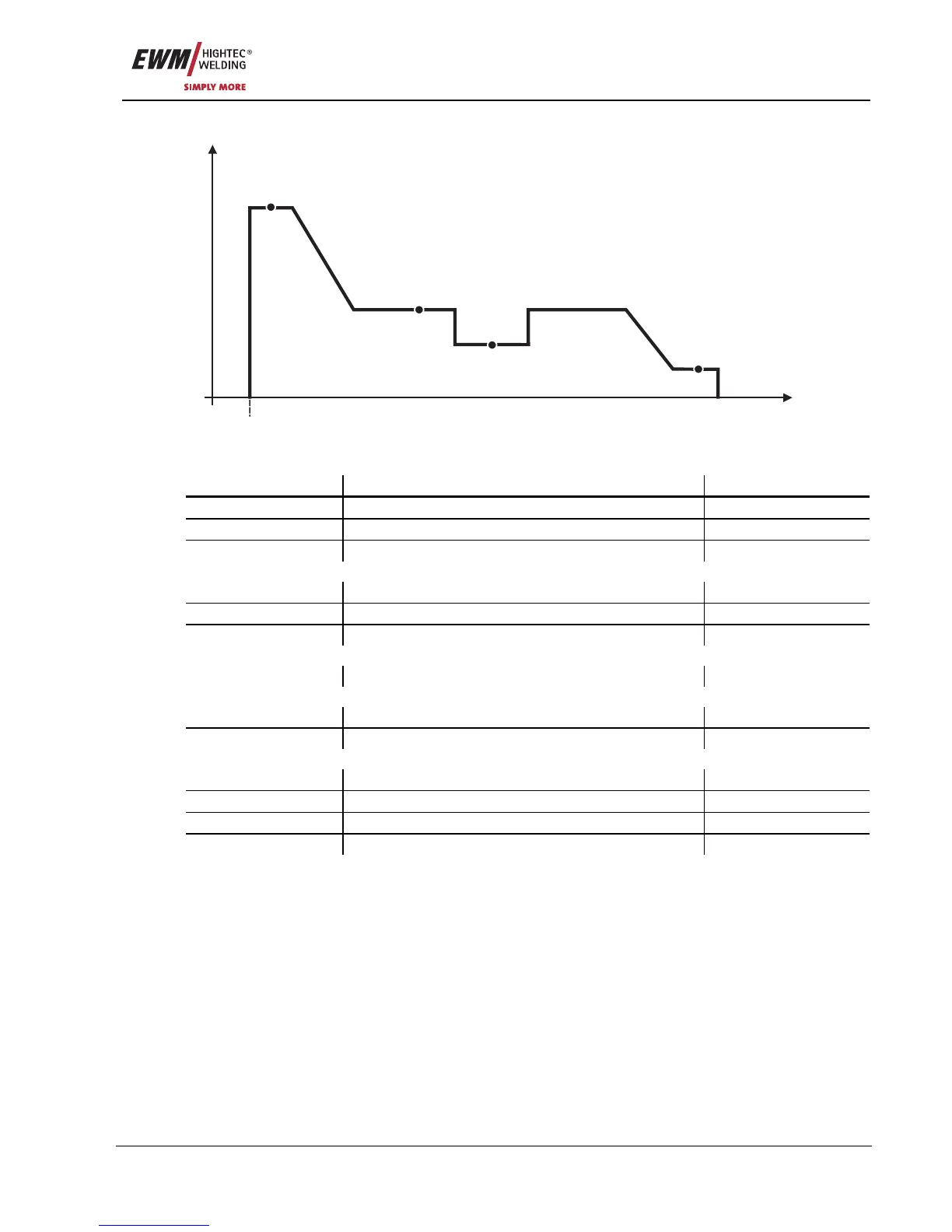
5.2.6.5 Example, aluminium welding (latched special)
t
I
P
A
P
B
P
END
P
START
Figure 5-21
Basic parameters
Welding parameter Meaning / explanation Setting range
GASstr Gas pre-flow time 0.0s to 20.0s
GASend: Gas post-flow time 0.0s to 20.0s
RUECK Wire burn-back length 2 to 500
"P
START
" start program
DVstart Wire speed 0% to 200%
ustart Arc length correction -9.9V to +9.9V
tstart Duration 0.0s to 20s
"P
A
" main program
Setting the wire speed
"P
B
" reduced main program
DV3 Wire speed 0% to 200%
U3 Arc length correction -9.9V to +9.9V
"P
END
" end-crater program
tSend Slope duration from P
A
or P
B
to P
END
0.0s to 20s
DVend Wire speed 0% to 200%
Uend Arc length correction -9.9V to +9.9V
tend Duration 0.0s to 20s