Functional characteristics
MIG/MAG welding
Item No.: 099-005073-EWM01 39
5.2.5.13 Latched special with alternating welding process
Pulse arc welding machines only.
t
t
t
I
1. 2. 3. 4.
P
A
P
B
P
END
P
START
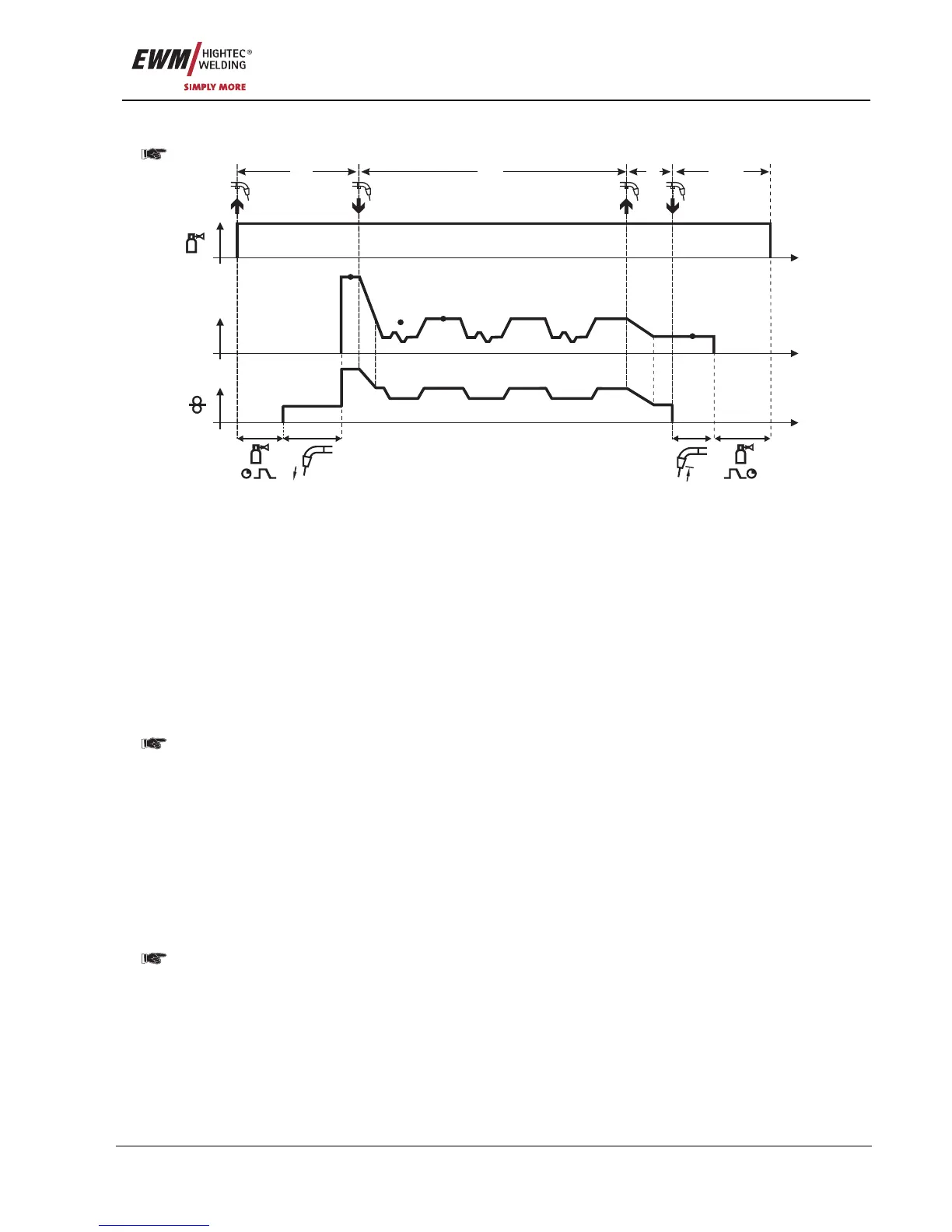
Figure 5-16
1st cycle
• Press and hold torch trigger
• Shielding gas is expelled (gas pre-flows)
• Wire feed motor runs at "creep speed"
• Arc ignites after the wire electrode makes contact with the workpiece, welding current is flowing (start
program P
START
for the time t
start
)
2nd cycle
• Release torch trigger
• Slope on main program P
A
• Start the process alternation starting with process P
A
:
The welding processes alternate between the process P
A
stored in the JOB and the opposite process
P
B
at the specified times (t
2
and t
3
)
If a standard process is stored in the JOB, this means that there is a permanent alternation
between the processes, starting with the standard process and followed by the pulse process.
The same applies if the situation is reversed.
3
rd
cycle
• Press the torch trigger
• Super pulse function is ended
• Slope in the end program P
END
for the time t
end
4th cycle
• Release torch trigger
• WF motor stops
• Arc is extinguished after the pre-selected wire burn-back time elapses
• Gas post-flow time elapses
This function can be activated using the PC300.Net software.
Refer to the software operating instructions.