Functional characteristics
MIG/MAG welding
46 Item No.: 099-005073-EWM01
5.2.7 Main program A mode
Different welding tasks or positions on a workpiece demand various welding performances (operating
points) or welding programs. The following parameters are stored in each of the up to 16 programs:
• Operating mode
• Welding type
• Superpulses (ON/OFF)
• Wire feed speed (DV2)
• Voltage correction (U2)
• Dynamics (DYN2)
P
START
, P
B
, and P
END
are factory set as “relative programs”, i.e. they are dependent on a percentage
of the WF value of main program P
A
(switching between relative and absolute wire feed values,
see chapter “WF Speed Switching (absolute / relative)”.
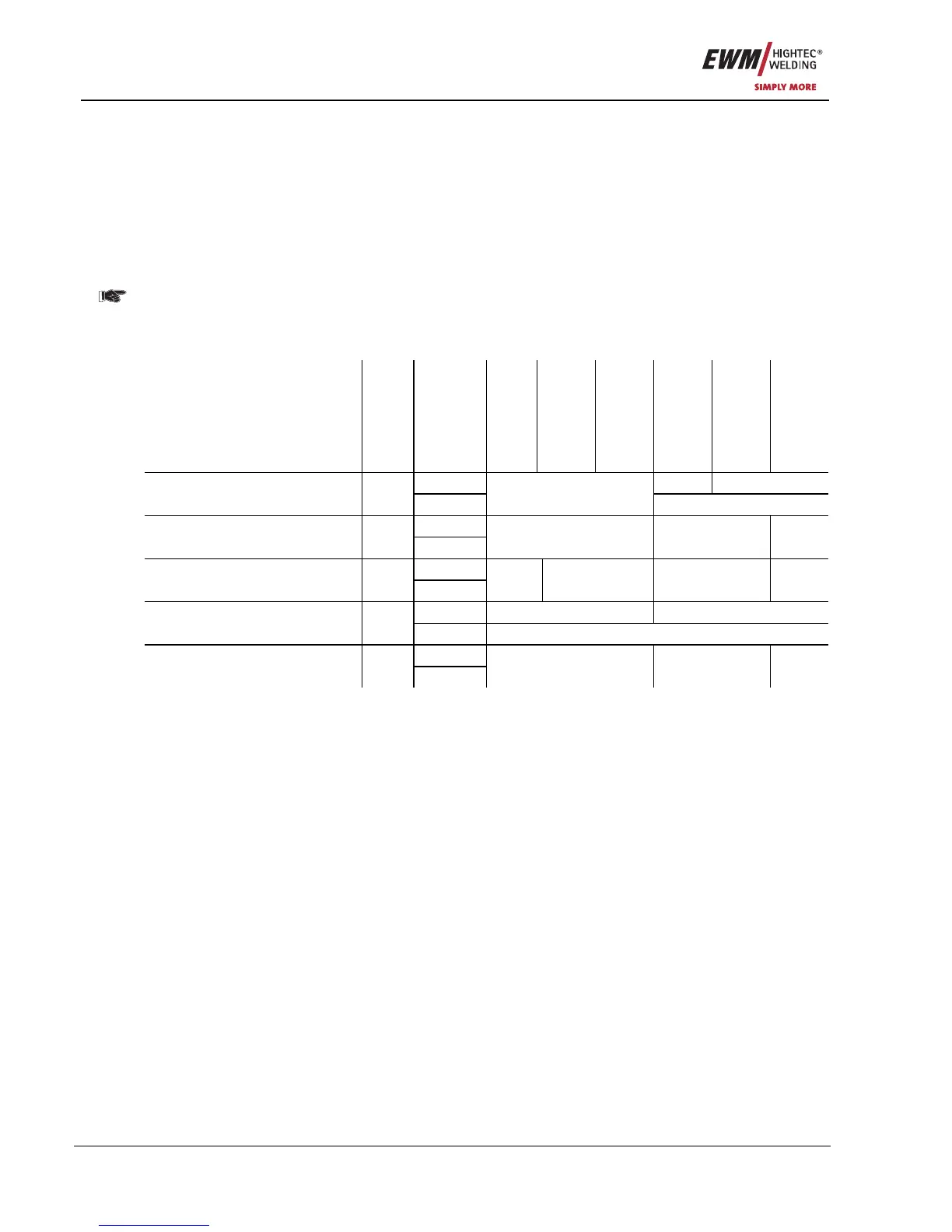
The user can change the welding parameters for the main programs using the following components.
Program
changeover
Program
Operating
mode
Welding
process
Superpulse
Wire speed
Voltage
correction
Dynamics
P0 Yes
1)
Yes
2)
M3.71
Wire feed control
Yes
P1...15
Yes
Yes
P0 R20
Remote control
Yes
3)
P1...9
No Yes
1)
No
P0 R40
Remote control
Yes
3)
P1...15
No Yes Yes
2)
No
P0 Yes No PC 300.NET
Software
No
P1...15 Yes
P0 PowerControl 2
Welding torch
Yes
P1...15
No Yes No
1) Setting carried out using rotary dial
2) Internal memory
3) Powercontrol torch not connected