Functional characteristics
MIG/MAG welding
Item No.: 099-005073-EWM01 47
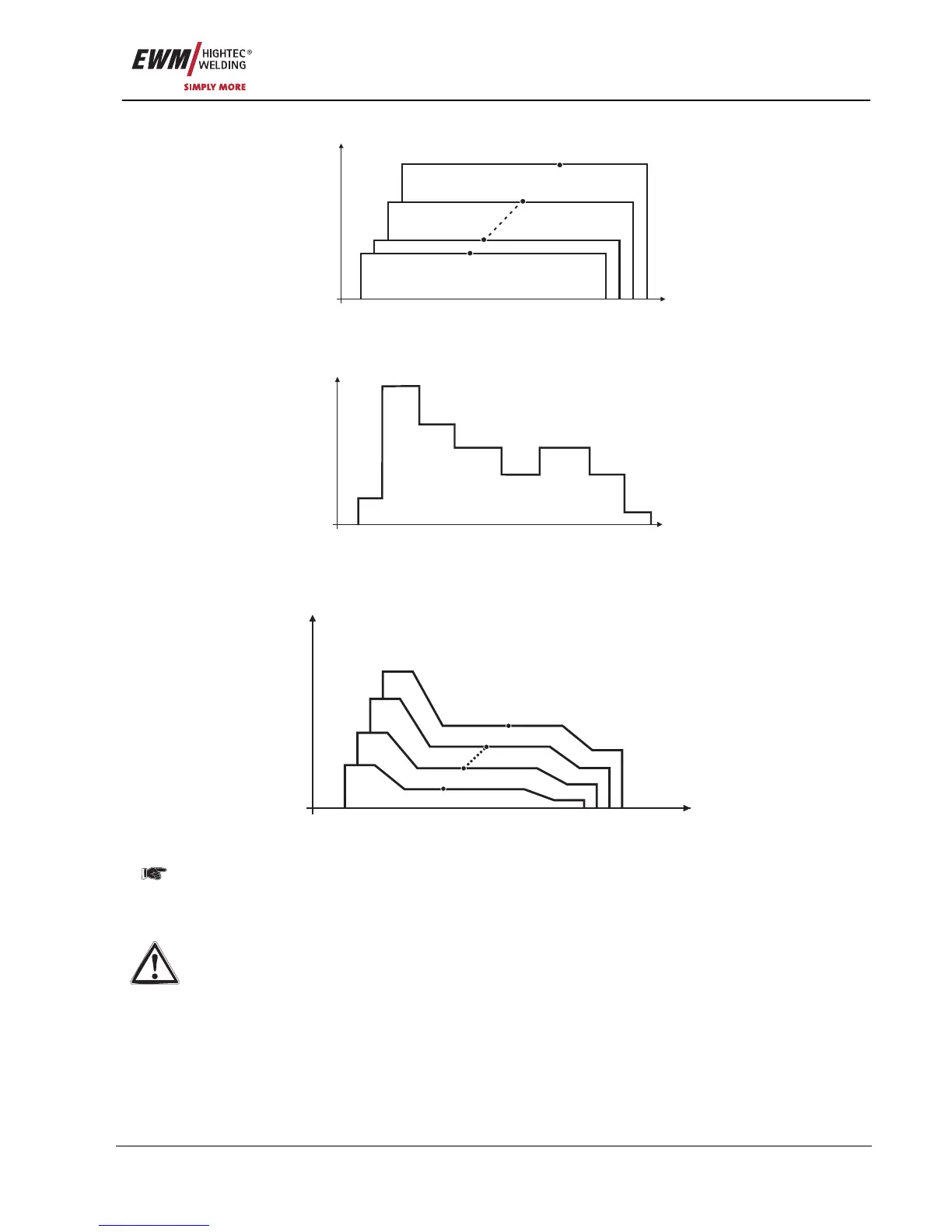
Example 1: Welding workpieces with different sheet metal thicknesses (non-latched)
t
I
P
A0
P
A1
P
A8
P
A9
Figure 5-23
Example 2: Welding different positions on a workpiece (latched)
t
I
P
A0
P
A1
P
A2
P
A4
P
A3
P
A3
P
A4
P
A5
Figure 5-24
Example 3: Aluminium welding of different sheet metal thicknesses (non-latched or latched
special)
P
A0
P
A1
P
A8
P
A9
t
I
Figure 5-25
This mode can be used to define 16 different programs (P
A0
to P
A15
) for one program sequence. The
wire speed, arc length correction and dynamics/choke effect can be set for each operating point.
The following applies to program P0: The wire speed, arc length correction and dynamics/choke
effect are set using the buttons on the M3.70 wire feed controller.
Changes to the welding parameters are saved immediately!