Functional characteristics
MIG/MAG welding
Item No.: 099-005073-EWM01 45
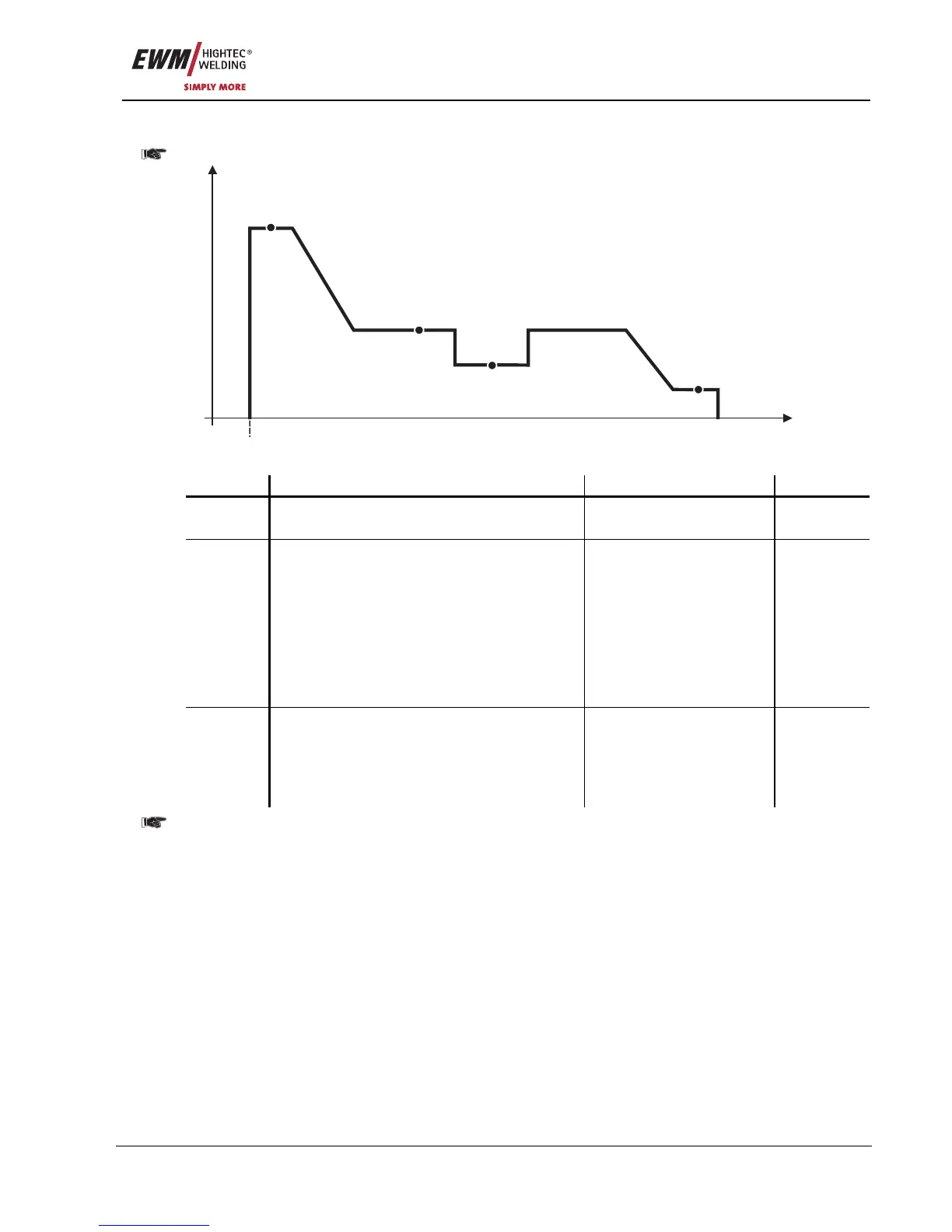
5.2.6.7 Welding process changeover
Pulse arc welding machines only.
t
I
P
A
P
B
P
END
P
START
Figure 5-22
Program Setting option Relates to Setting
P
START
Pulse arc welding process on/off
Changes using PC300.Net software
All special, non-latched
All special, latched
1 (= on)
0 (= off)
P
A
/P
B
Welding process changeover
If P
A
contains a standard arc process, there is
a changeover to the pulse arc process, and
vice versa.
Changes using PC300.Net software
(EXPERT machine series: Can also be
changed using M3.1x, see chapter "MIG/MAG
parameter overview, M3.1x")
Non-latched/latched mode
with alternating welding
process
Non-latched/latched special
with alternating welding
process
Latched special with
welding process
changeover
1 (= active)
0 (= inactive)
P
END
Pulse arc welding process on/off
Changes using PC300.Net software
(Switched on for all forceArc JOBs in factory
settings)
All special, non-latched
All special, latched
1 (= on)
0 (= off)
The settings are saved with the JOB and apply to all programs for that JOB.