Functional characteristics
MIG/MAG welding
Item No.: 099-005073-EWM01 41
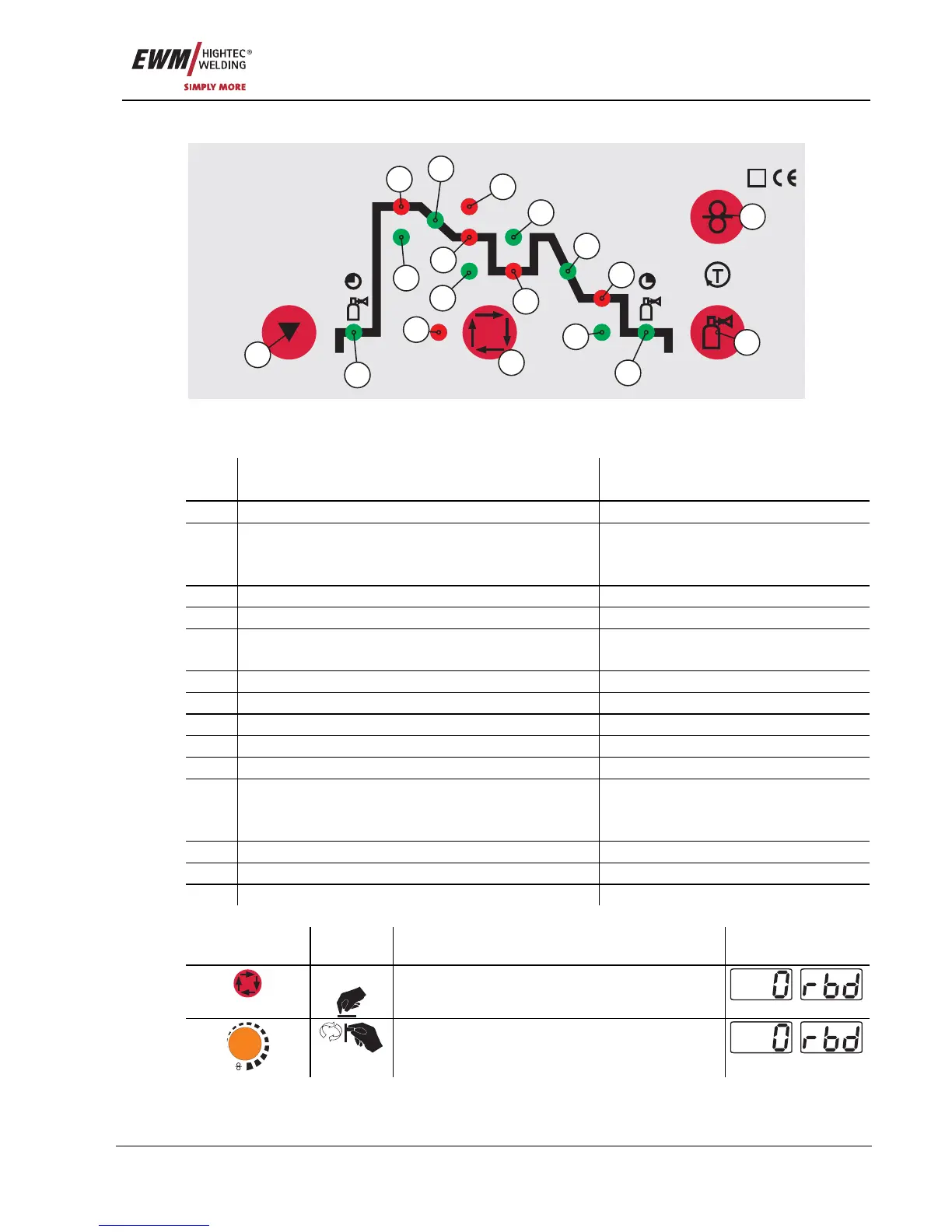
5.2.6.2 MIG/MAG overview of parameters, M3.70
sec
sec
sec
sec
sec
sec
DYN
Super-
puls
sec
sec
S
6
7
4
3
2
1
18
17
10
5
9
14
11
12
15
16
8
13
Figure 5-18
Basic Parameters
Item Meaning / Explanation Setting Range
1 Gas pre-flow time 0.0s to 20.0s
2 Wire speed, relative
Wire speed, absolute
Arc length correction
1% to 200%
0.1 m/min to 40 m/min
-9.9V to +9.9V
3 Duration 0.0s to 20.0s
4 Slope duration from P
START
to P
A
0.0s to 20.0s
5 Wire speed, relative
Wire speed, absolute
1% to 200%
0.1 m/min to 40 m/min
6 Dynamics -40 to +40
7 Duration (spot time and superpulse) 0.01s to 20.0s
8 Arc length correction -9.9V to +9.9V
9 Duration 0.01s to 20.0s
10 Slope duration from P
A
to P
END
0.0s to 20s
11 Wire speed, relative
Wire speed, absolute
Arc length correction
1% to 200%
0.1 m/min to 40 m/min
-9.9V to +9.9V
12 Duration (superpulse) 0.0s to 20s
13 Gas post-flow time 0.0s to 20s
14 Superpulses On / Off
Operating
element
Action Result Display
3 sec.
Selects wire burn-back
m/min
Parameter setting
(setting range 0 to 499)