Functional characteristics
MIG/MAG welding
52 Item No.: 099-005073-EWM01
Display (example) Operating
Element
Action Result
Left Right
Press key button until only LED
„PROG“ is shining
7,5 (DV) 4 (prog.-no.)
4 sec.
Keep the key button pressed 0 (DVGrenz) 2.0 (UKorr)
Release the key button 0 (DVGrenz) 2.0 (UKorr)
m/min
Set tolerance value for wire speed 10 (DVGrenz) 2.0 (UKorr)
Set tolerance value for voltage
tolerance
10 (DVGrenz) 5.0 (UKorr)
Wait approx. 5 secs. Tolerance limits
(DV: 10%; U: +/- 5.0 V) were entered.
7.5 (DV) 4 (prog.-no.)
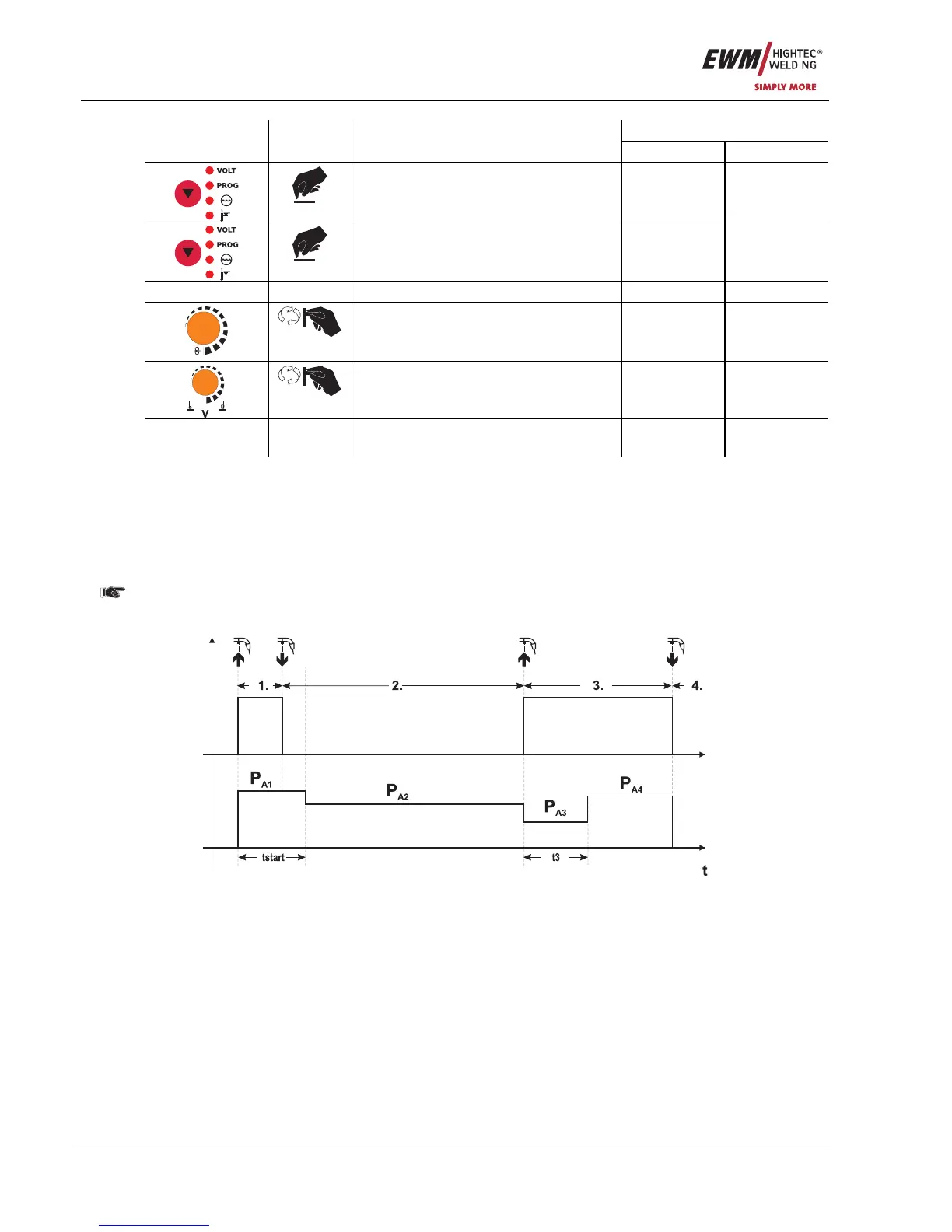
5.2.11.11 Program changeover with standard torch (P8)
Special latched
In "Latched absolute program sequence", the machine starts at the first cycle with absolute program 1.
In the second cycle, the machine switches to absolute program 2, once the start time "tstart" has elapsed.
In the 3rd cycle, the unit switches to absolute program 3. After "t3" is elapsed, the unit is automatically
switched to absolute program 4.
This function is only available if no other accessory components such as remote controls or
special torches are connected.
Programs cannot be switched over on the wire feed unit control either.
Figure 5-27