82 MAXPRO200 Instruction Manual 807700 Revision 1
Operation
Gouging
Specifications
Gouging safety
When gouging, it is absolutely necessary to wear full protection:
• A welding helmet with at least a #12 glass
• Welding gloves and a welding jacket.
• A heat shield (127389) can be purchased for further protection.
Gouge a workpiece
Note: To choose the correct consumables see Hand held
cutting and gouging consumable selection on page 87.
1. Hold the torch so that the torch tip is within 1.5 mm
(1/16 inch) from the workpiece before firing the torch.
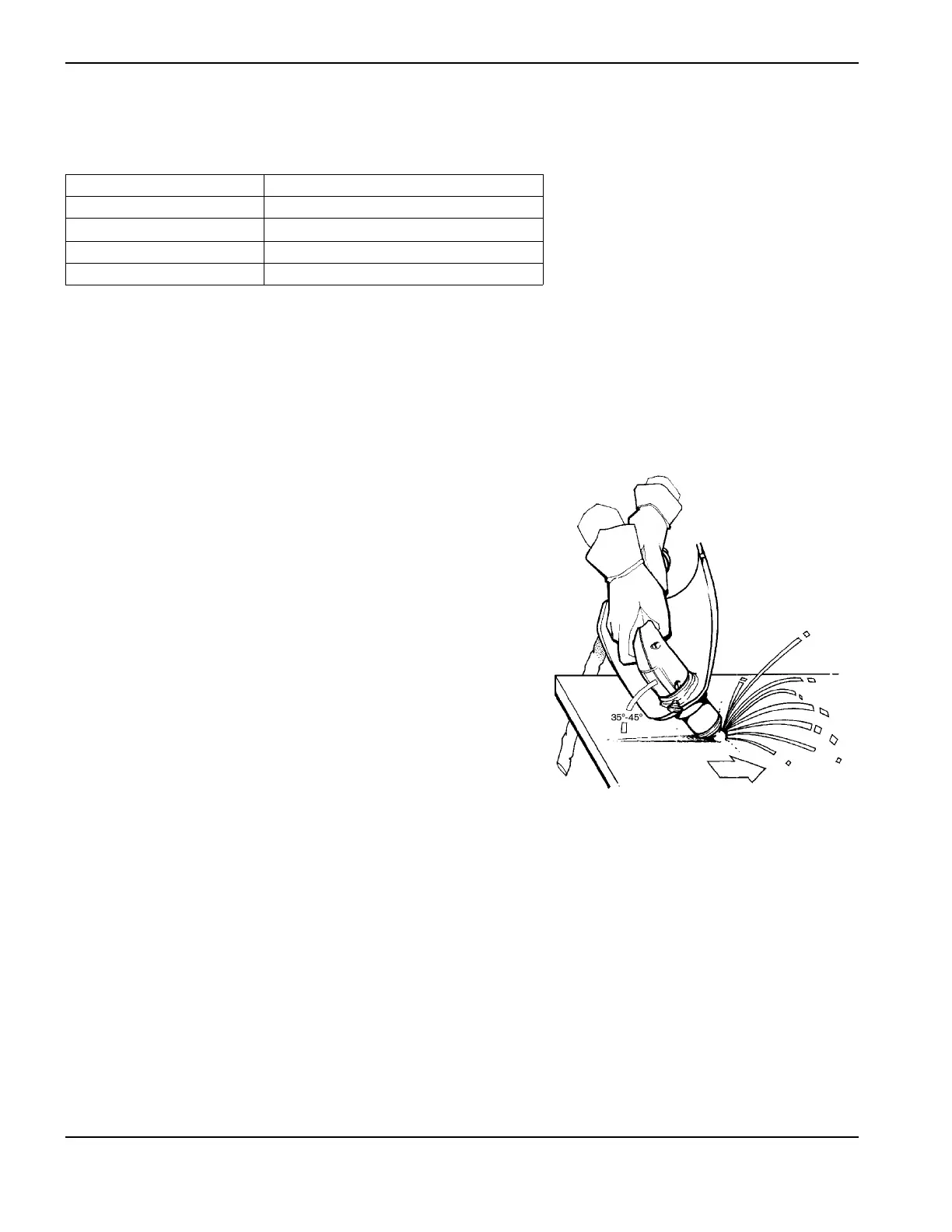
2. Hold the torch at a 45° angle to the workpiece with a small
gap between the torch tip and the workpiece. Press the
trigger to obtain a pilot arc. Transfer the arc to the work piece.
3. Maintain an approximate 45° angle to the workpiece as you
feed into the gouge. Push the plasma arc in the direction of
the gouge you want to create. Keep a small distance between
the torch tip and the molten metal to avoid reducing
consumable life or damaging the torch.
Note: Changing the torch’s angle changes the dimensions of
the gouge.
Materials Mild steel, stainless steel, and aluminum
Current 200 Amps
Plasma gas types
Air, O
2
Shield gas types Air
Torch weight (without lead) See the Specification section