OPERATION
4-20
powermax
65/85
Operator Manual
WARNING
SPARKS AND HOT METAL CAN INJURE EYES AND BURN SKIN.
When firing the torch at an angle, sparks and hot metal will spray
out from the nozzle. Point the torch away from yourself and others.
Gouge a workpiece
1. Hold the torch so that the torch tip is within 1/16 inch (1.5 mm) from the workpiece before
firing the torch.
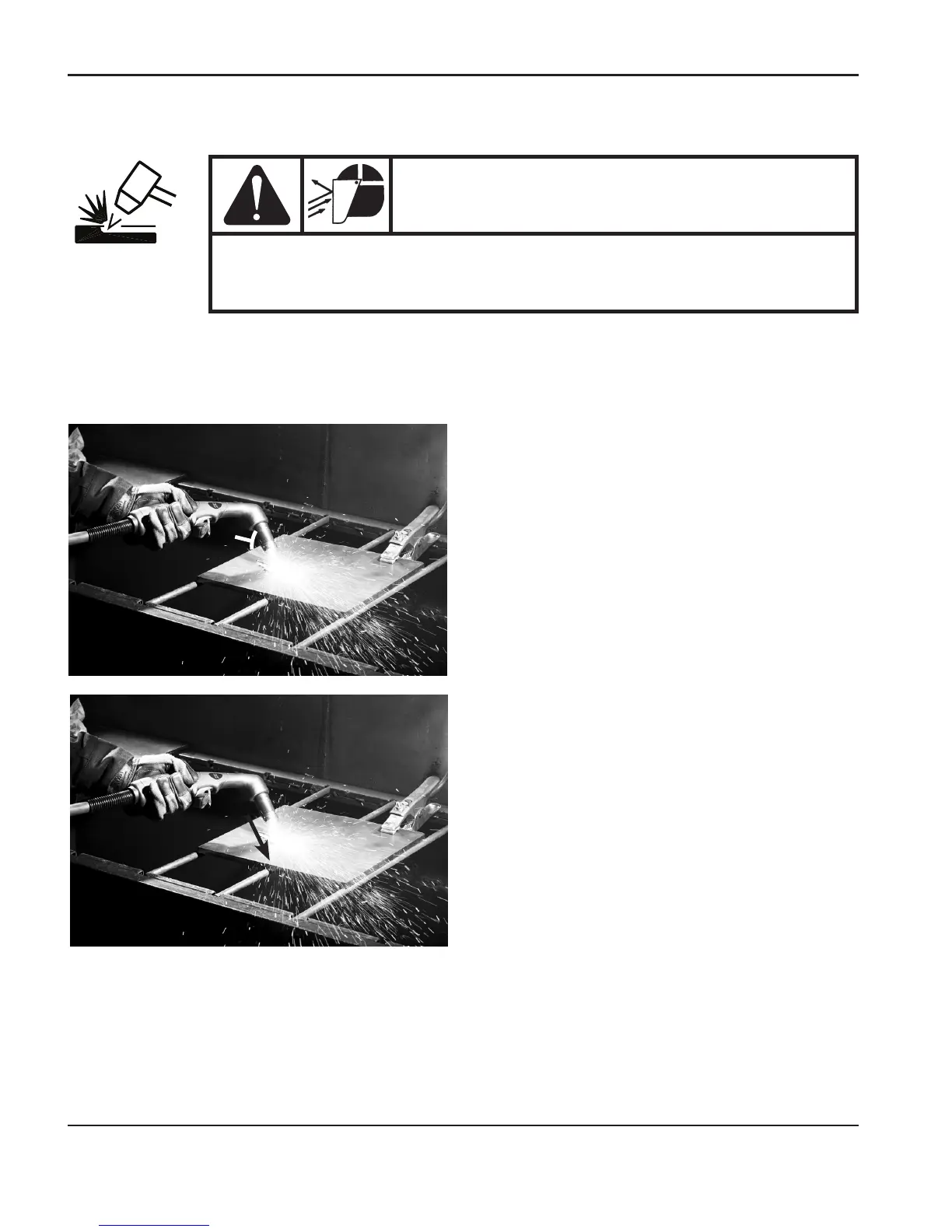
2. Hold the torch at a 45° angle to the
workpiece with a small gap between the
torch tip and the workpiece. Press the
trigger to obtain a pilot arc. Transfer the arc
to the work piece.
3. Maintain an approximate 45° angle to the
workpiece as you feed into the gouge. Push
the plasma arc in the direction of the gouge
you want to create. Keep a small distance
between the torch tip and the molten
metal to avoid reducing consumable life or
damaging the torch.
Changing the torch’s angle changes the
dimensions of the gouge.
Di rec tion of travel
45°

 Loading...
Loading...









