90-830234R3 DECEMBER 1997 POWERHEAD - 4-43
• Check tightness of piston ring locating pins. Lo-
cating pins must be tight.
• Thoroughly clean pistons. Carefully remove car-
bon deposits, with a soft wire brush or carbon re-
mover solution. DO NOT burr or round off ma-
chined edges.
• Inspect piston grooves for wear and carbon accu-
mulation. If necessary, scrape carbon from piston
ring grooves being careful not to scratch sides of
grooves. Refer to procedure for cleaning piston
ring grooves.
CLEANING PISTON RING GROOVES
IMPORTANT: The piston rings are half-keystone
rings – (tapered on the top side) - follow cleaning
and inspection carefully! Chromed ring is
installed on top.
a
a - Enlarged View of Piston Ring Grooves
Care must be taken not to scratch the side sur-
faces of ring groove. Scratching the side sur-
faces of the ring groove will cause damage to the
ring groove.
• Use a bristle brush and carbon remover solution
to remove carbon from side surfaces.
• A tool can be made for cleaning the inner diame-
ter of the tapered ring grooves. The tool can be
made from a broken tapered piston ring with the
side taper removed to enable inside edge of the
ring to reach the inside diameter of the groove.
Carefully scrape the carbon from inner diameter
of ring grooves. Care must be taken not to dam-
age the grooves by scratching the surfaces of the
grooves.
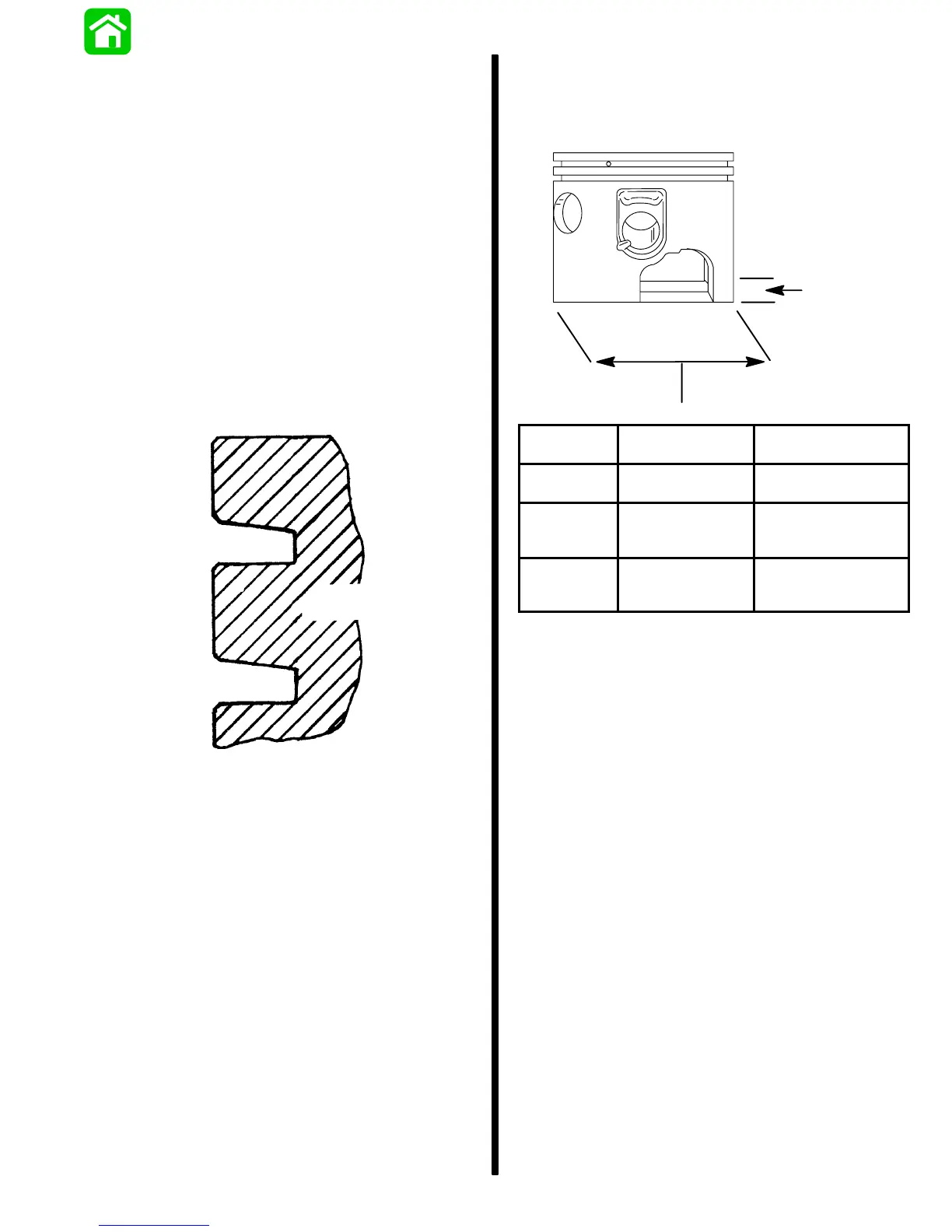
MEASURING PISTON SKIRT
Measure piston skirt at right angle (90) to piston pin
centerline, 0.50 in. (12.7mm) up from bottom edge of
skirt.
53987
0.50 in.
(12.7 mm)
PISTON
SIZE
PISTON SKIRT DI-
AMETER
CYLINDER BORE
FINISH HONE
Standard
Piston
3.495 in.
(85.62mm)
3.501 in.
(88.77mm)
0.015 in.
(0.38mm)
Oversize
3.510 in.
(86.00mm)
3.516 in.
(89.15mm)
0.030 in.
(0.75mm)
Oversize
3.525 in.
(86.39mm)
3.531 in.
(89.52mm)