Cycles
9.10 Shoulder plunge-cutting – CYCLE412
Cylindrical grinding
182 Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
Example for shoulder plunge-cutting
Complete machining of a shoulder to a width of 50 mm with reciprocation using an acoustic
emission sensor.
Additional specified values
Z_SCH=50 mm Shoulder dimension in Z
A_SR=0.2 mm Roughing allowance
A_SL=0.1 mm Finishing allowance
TIME=5 s Sparking-out time
;
=
N10 T1 D1 M7 ; Determine technology values, coolant ON
N20 S1=2000 M1=3 ; Turn on workpiece speed
N30 S2=1100 M24 ; Turn on wheel speed
N40 CYCLE412(1, 50, 192, 3, 5, 0.2, 0.1,
45, 30, 5, 1, 600, 5, 500, 20)
; Cycle call
N50 M30 ; End of program
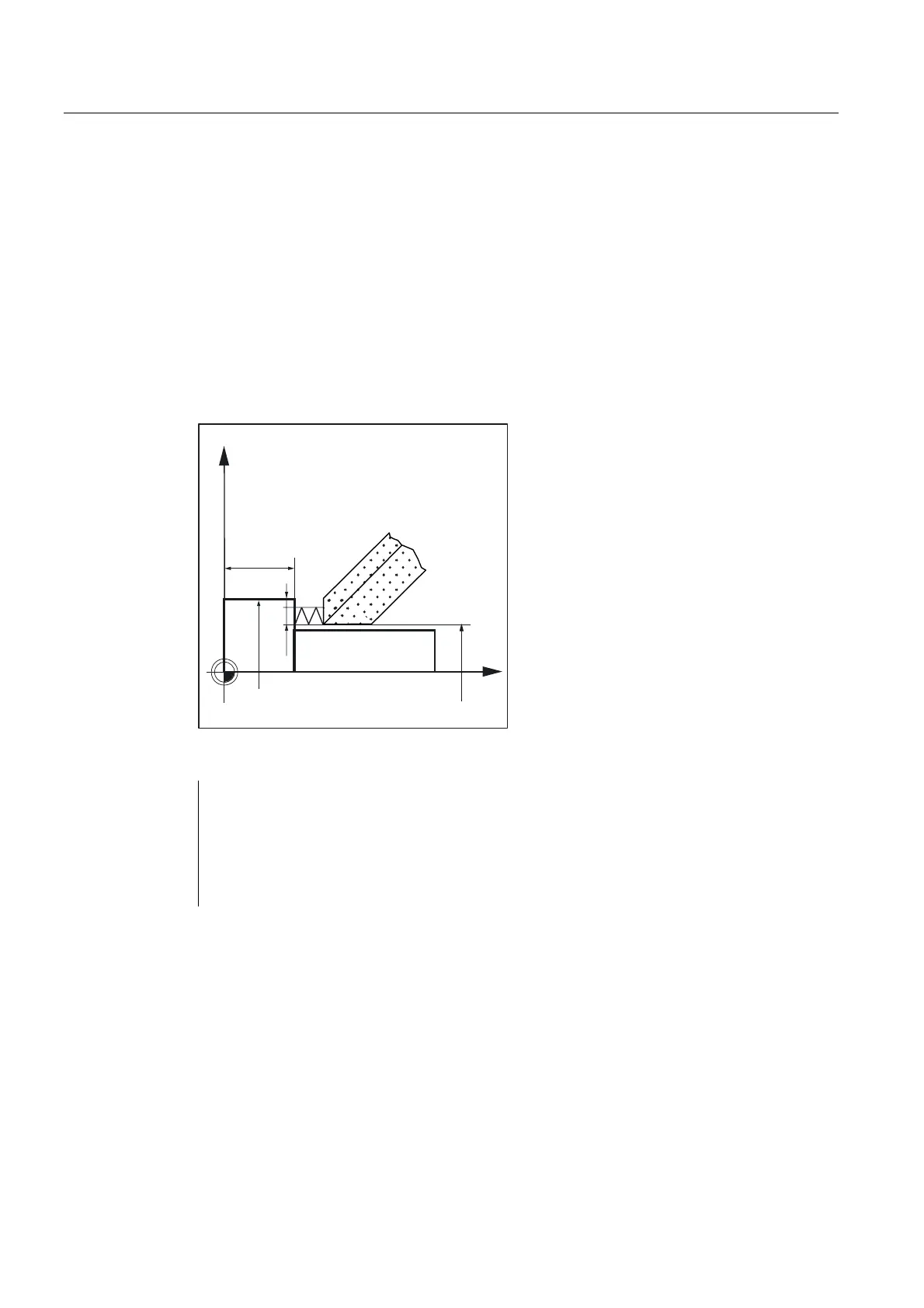
Sequence of operations
The machining start position is first approached in X, then in Z, corresponding to the initial
position of the grinding wheel in Z, if the current X value is less than the X allowance.
The Z starting position is calculated as the shoulder dimension in Z + roughing allowance +
air allowance.
The surface can be sparked using an acoustic emission sensor. Optionally, the reciprocating
motion is activated in X, and the subsequent roughing operation is performed by plunge-
cutting up to finishing allowance. After finishing and expiry of the sparking-out time, the
reciprocation motion stops, and the wheel retracts to the starting position.