Cycles
9.14 Dressing and profiling – CYCLE416
Cylindrical grinding
200 Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
9.14 Dressing and profiling – CYCLE416
Programming
CYCLE416(X_AB, Z_AB_L, Z_AB_R, FFW, F_DL_AB, F_BL_AB, F_DR_AB, F_BR_AB,
F_Z_AB, N_ABR, USCH, N_AWST)
Parameter
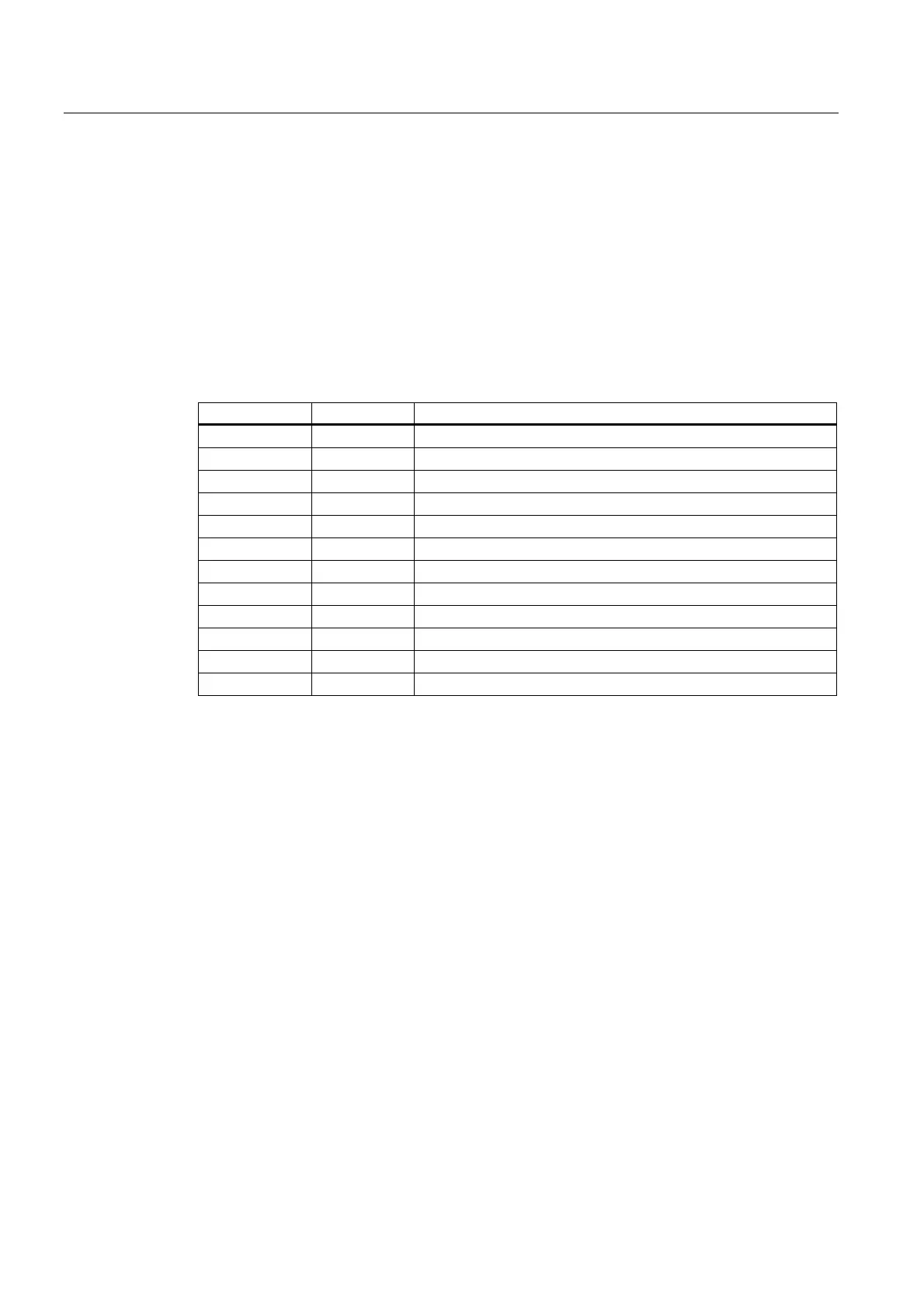
Table 9- 11 Parameters of CYCLE416
Parameter Data type Meaning
X_AB REAL Dressing amount in X (incr.)
Z_AB_L REAL Dressing amount in Z, left (incr.)
Z_AB_R REAL Dressing amount in Z, right (incr.)
FFW REAL Retraction travel (incr.)
F_DL_AB REAL Dressing feedrate in X, left
F_BL_AB REAL Dressing feedrate in the path, left
F_DR_AB REAL Dressing feedrate in X, right
F_BR_AB REAL Dressing feedrate in the path, right
F_Z_AB REAL Dressing feedrate in Z
N_ABR INT Number of dressing strokes
USCH REAL Wheel peripheral speed
N_AWST INT Number of workpieces between two dressers
Function
The "Dressing and profiling" cycle calculates the starting positons and internally calls
CYCLE432.
This cycle incorporates the geometry of the two wheel types 'straight' and 'inclined', as well
as 'with and without corner radius', 'chamfer', 'relief cut' and 'shoulder'. The parameters are
read in the program from D1-D6 (refer to "Tools and Tool Radius Compensation")
When dressing, the dressed amount is taken into account in the wear parameters of the
current tool offset.