Cycles
9.12 Radius grinding – CYCLE414
Cylindrical grinding
190 Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
9.12 Radius grinding – CYCLE414
Programming
CYCLE414(N_SITZ, Z_SCH, X_ST, RAD, LAGE, A_LU, A_SR, F_SR, KS, F_KS, UWERK)
Parameter
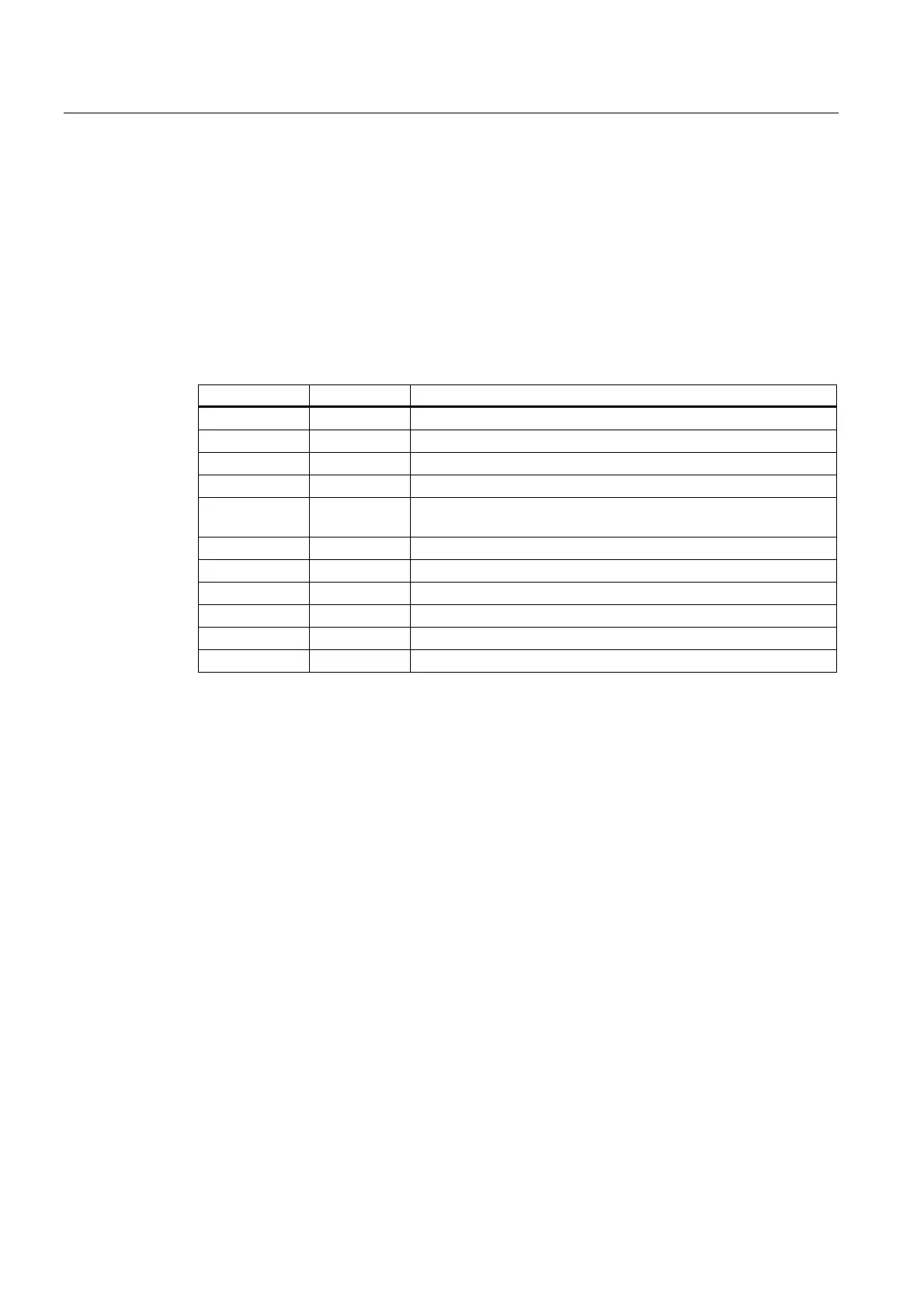
Table 9- 9 Parameters of CYCLE414
Parameter Data type Meaning
N_SITZ INT Seat number
Z_SCH REAL Shoulder dimension in Z (abs.)
X_ST REAL Starting position in X (abs.)
RAD REAL Workpiece radius
LAGE INT 23 = internal corner
31 = external corner
A_LU REAL Air allowance (incr.)
A_SR REAL Roughing allowance (incr.)
F_SR REAL Feedrate for roughing
KS INT Acoustic emission sensor Y=1 / N=0
F_KS REAL Feedrate for air grinding [mm/min]
UWERK REAL Workpiece peripheral speed [m/min]
Function
The radius grinding cycle is called whenever an internal or external radius is to be ground
with continuous-path control. In this case, the workpiece radius must always be greater than
the wheel radius. Radius grinding only involves roughing.
A acoustic emission sensor can be used to bridge the distance between the starting point
and the actual workpiece surface within an optimum time by sparking.