Cycles
9.14 Dressing and profiling – CYCLE416
Cylindrical grinding
Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
201
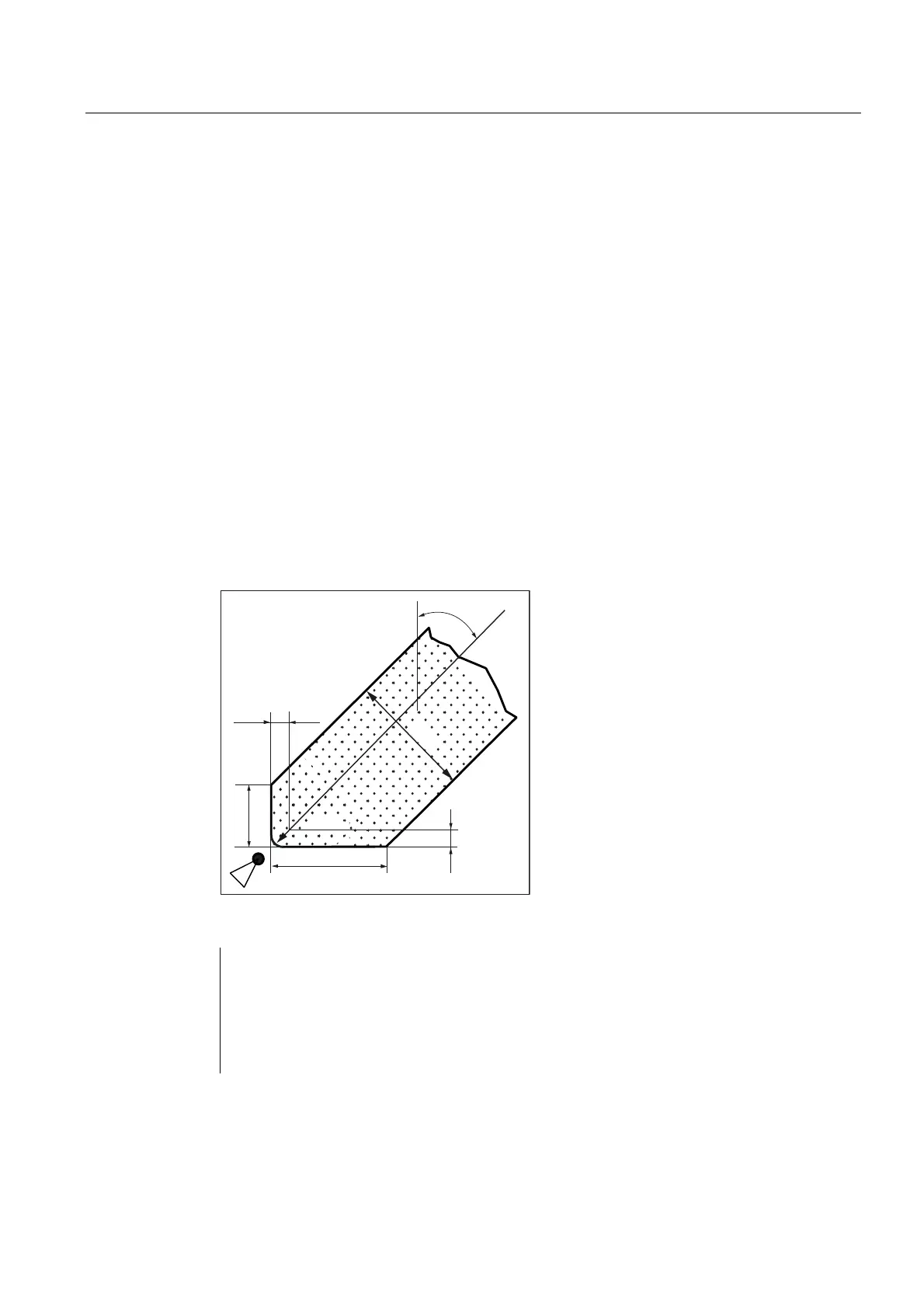
Example for dressing
Dressing of an inclined wheel by the dressing amount X_AB=0.04 mm using two dressing
strokes.
The dimensions of the wheel and the radius must be defined in D1. The following
specifications must be entered in the tool-specific offset data:
Additional specified values:
TPG5 = 58 Wheel width
TPG8 = 45 Angle of the inclined wheel
DPC5 = 12 Shoulder height
DPC9 = 70.024 Usable wheel width
TPC1 = 3 Wheel type
The dressing amount in Z is calculated in the cycle:
Z_AB= tan (wheel angle) * X_AB.
Thus, the effective wheel width of 70.0244 mm is kept constant.
=B$%
r
5
N10 T1 D1 M7 ; Determine technology values, coolant ON
N20 S1=2000 M1=3 ; Turn on workpiece speed
N30 S2=1100 M2=4 ; Turn on wheel speed
N40 CYCLE416(0.04, 0.022, 0, 90, 0.2,
0.2, 0.2, 0.2, 0.2, 1, 50)
; Cycle call
N50 M30 ; End of program