Cycles
9.11 Oblique plunge-cutting – CYCLE413
Cylindrical grinding
186 Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
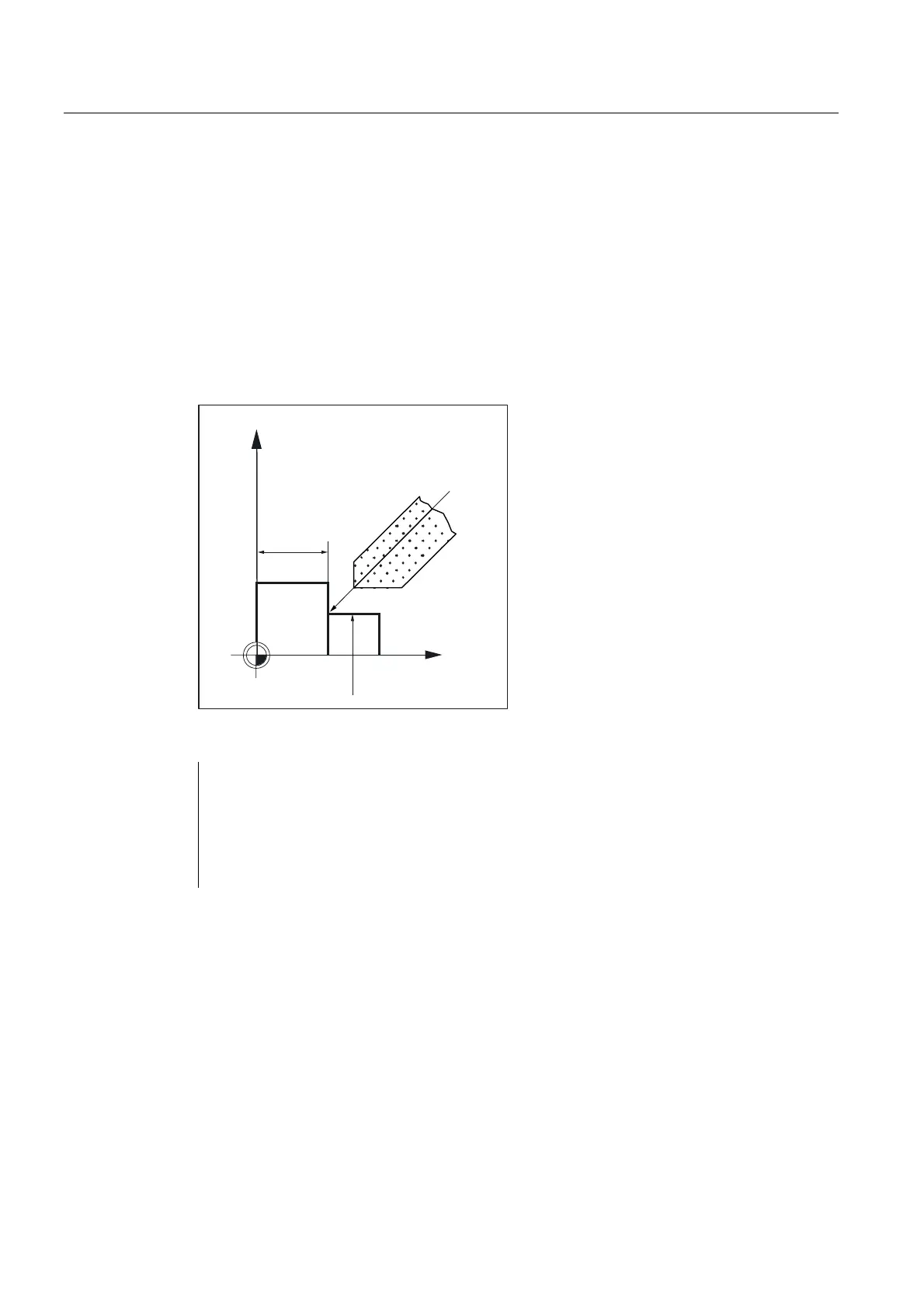
Example for oblique plunge-cutting
Machining of a shoulder in Z to the finished dimension 50 mm and of a seat in X to the
finishing diameter 200mm using CYCLE413; the sparking-out time is 5 s.
Table 9- 8 Additional specified values:
A_SR=0.2 mm Roughing allowance
A_SL=0.1 mm Finishing allowance
A_FSL=0.03mm Fine-finishing allowance
;
=
N10 T1 D1 M7 ; Determine technology values, coolant ON
N20 S1=2000 M1=3 ; Turn on workpiece speed
N30 S2=1100 M2=4 ; Turn on wheel speed
N40 CYCLE413 (1, 200, 50, , 3, 5, 0.2,
0.1, 0.03, 60, 40, 30, 5, 0, 1, 600, 20)
; Cycle call
N50 M30 ; End of program