Programming
10.13 Inclined axis
Cylindrical grinding
324 Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
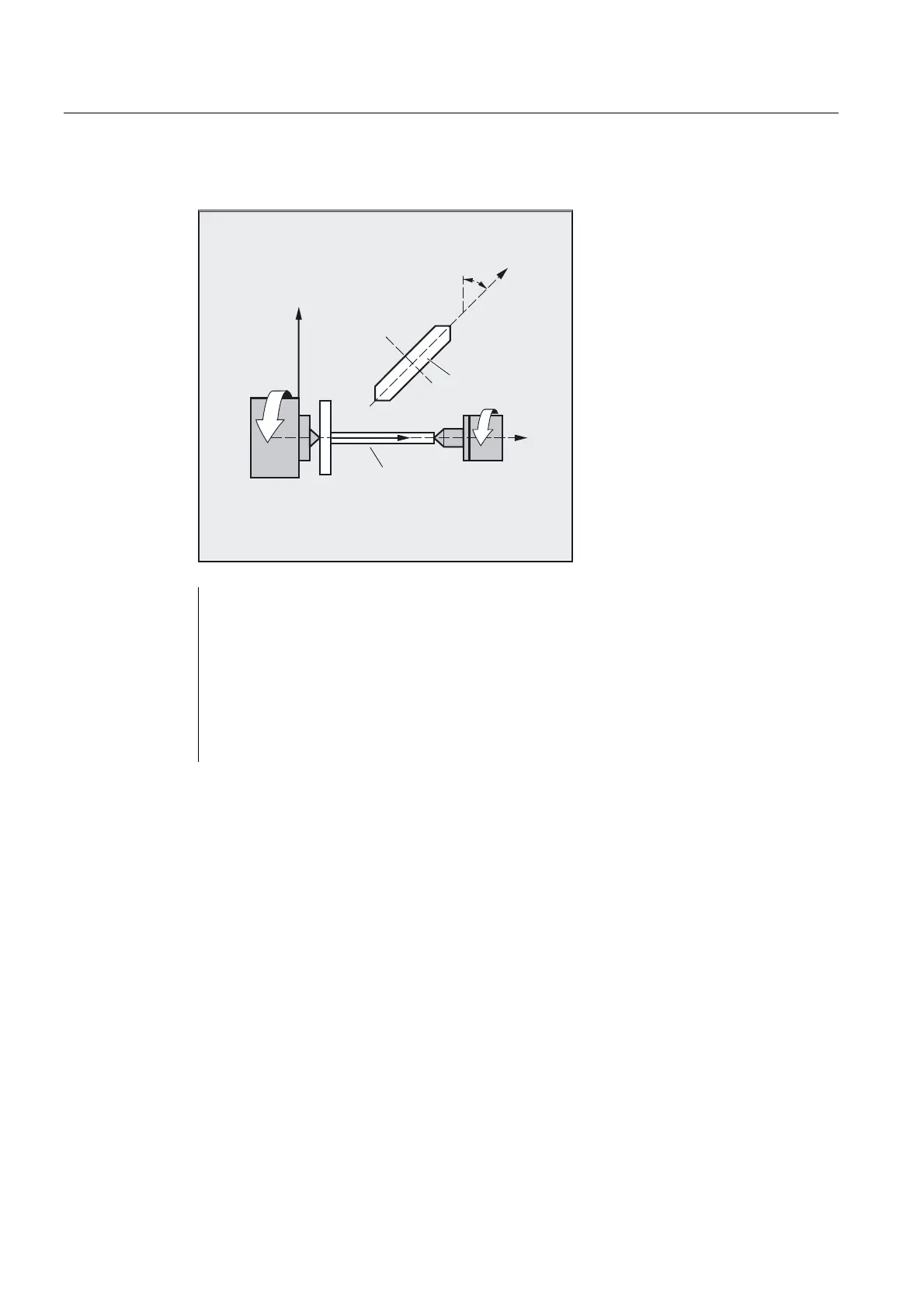
Example
༾
;
=
&
0=
$6
08
*ULQGLQJGLVF
:RUNSLHFH
N10 G0 G90 Z0 MU=10 G54 F5000 ->
-> G18 G64 T1 D1
;Tool selection, ;clamping compensation,
;Plane selection
N20 TRAANG(45) ; Enable inclined axis transformation
N30 G0 Z10 X5 ;Approach start position
N40 POS[X]=4.5 FA[X]=50
N50 TRAFOOF ;Deactivate transformation
N60 G0 Z10 MU=10 ;Move clear
N70 M30
-> program in a single block