Program code Comment
N30 G90 X50 ; Absolute dimensions active, traverse to position X75 (the
zero offset is traversed).
See also
Absolute and incremental dimensions for turning and milling (G90/G91) (Page 155)
2.8.4.3 Absolute and incremental dimensions for turning and milling (G90/G91)
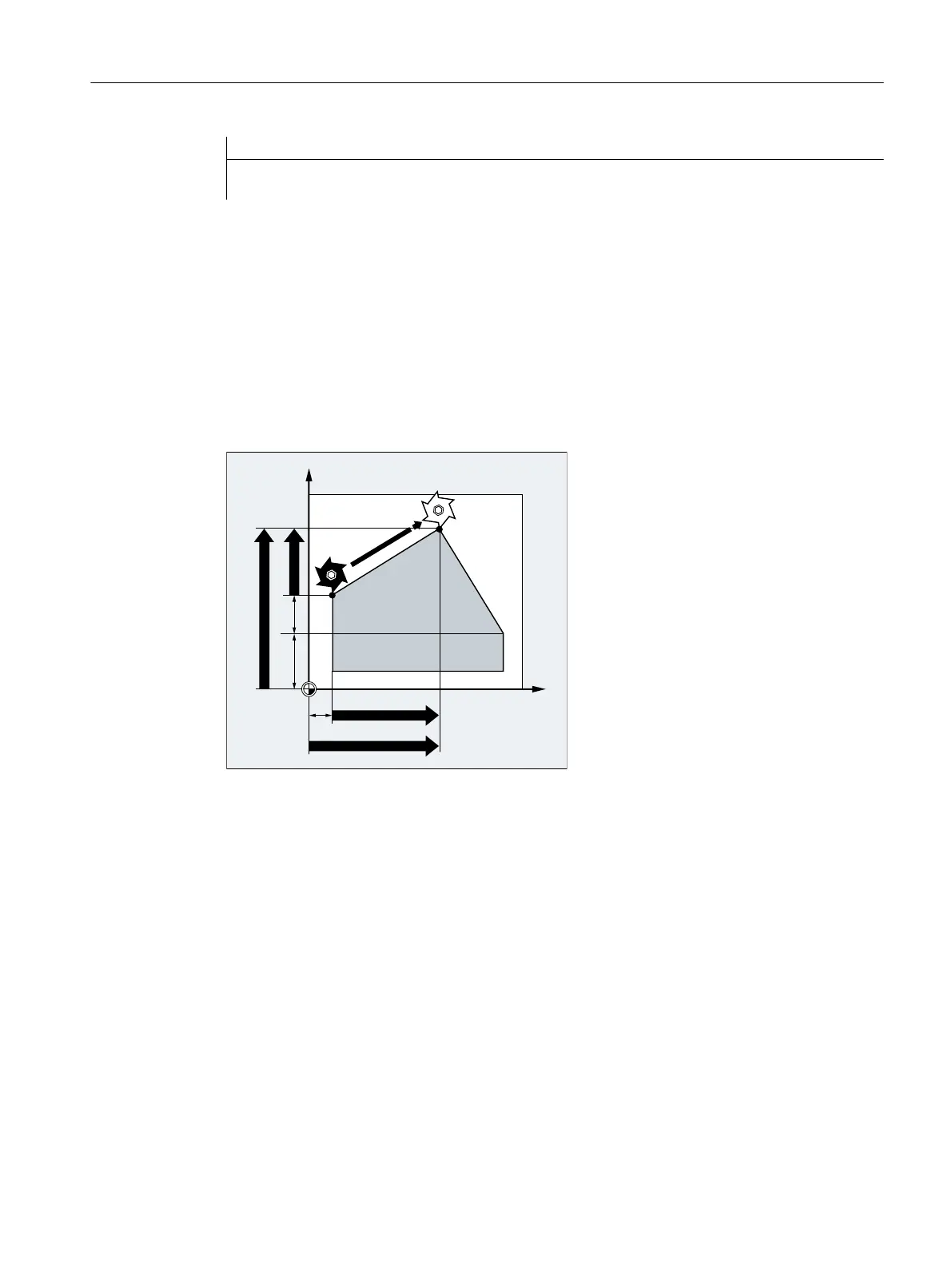
The two following figures illustrate the programming with absolute dimensions (G90) or
incremental dimensions (G91) using turning and milling technology examples.
Milling:
*
*
<
;
*
*
Fundamentals
2.8 Geometry settings
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 155

 Loading...
Loading...




















