Workpiece contour
NOTICE
Tool operation undefined
Before machining, the workpiece must be positioned in such a way that the tool or workpiece
cannot be damaged.
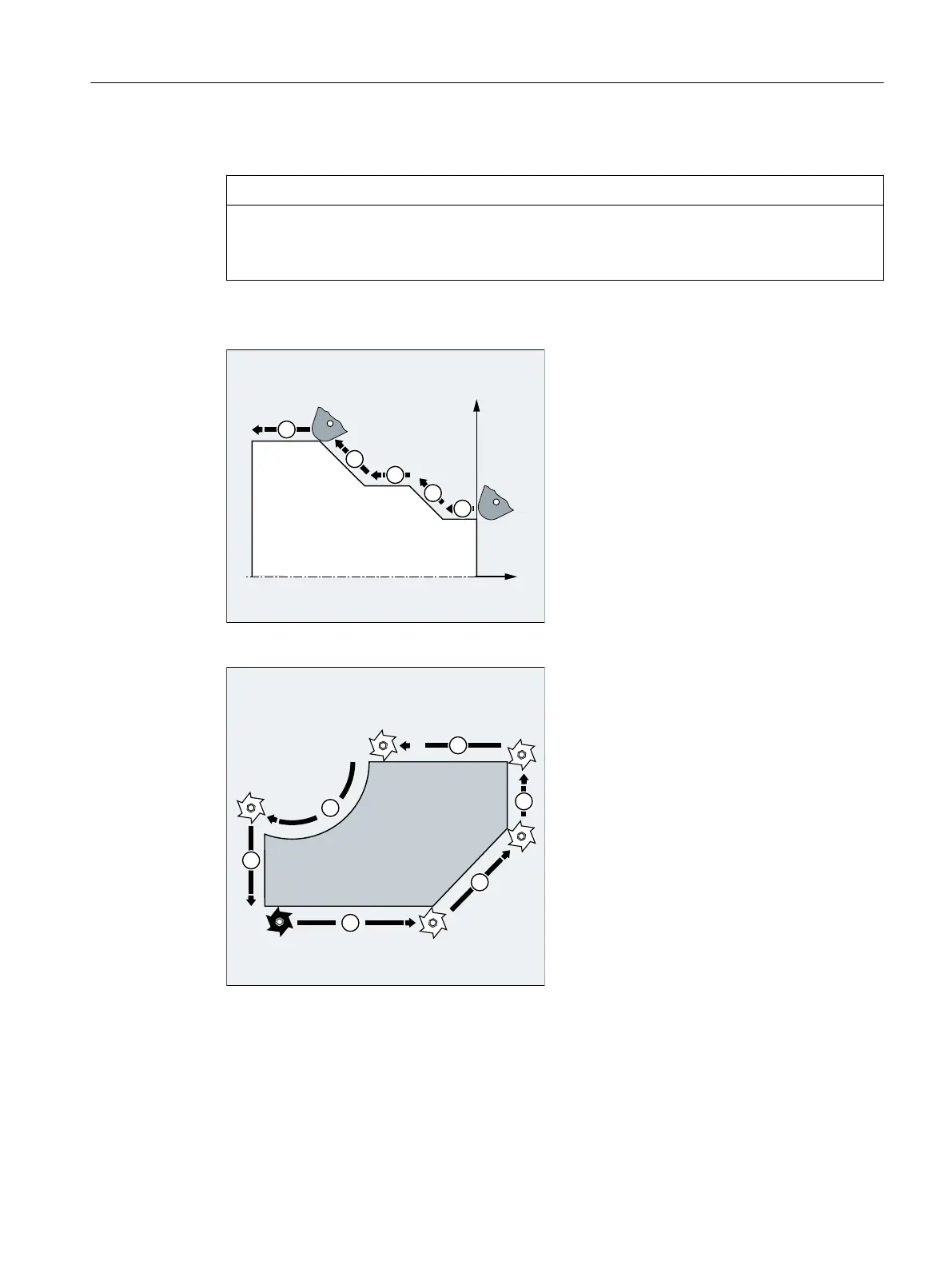
The motion blocks produce the workpiece contour when performed in succession:
Figure 2-1 Motion blocks for turning
Figure 2-2 Motion blocks for milling
2.9.2 Travel commands with Cartesian coordinates (G0, G1, G2, G3, X..., Y..., Z...)
The position specified in the NC block with Cartesian coordinates can be approached with rapid
traverse motion G0, linear interpolation G1 or circular interpolation G2 /G3.
Fundamentals
2.9 Motion commands
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 171

 Loading...
Loading...




















