2.4 Tool change
Tool change method
Note
The type of tool change mechanism is specified by the machine OEM during the
commissioning.
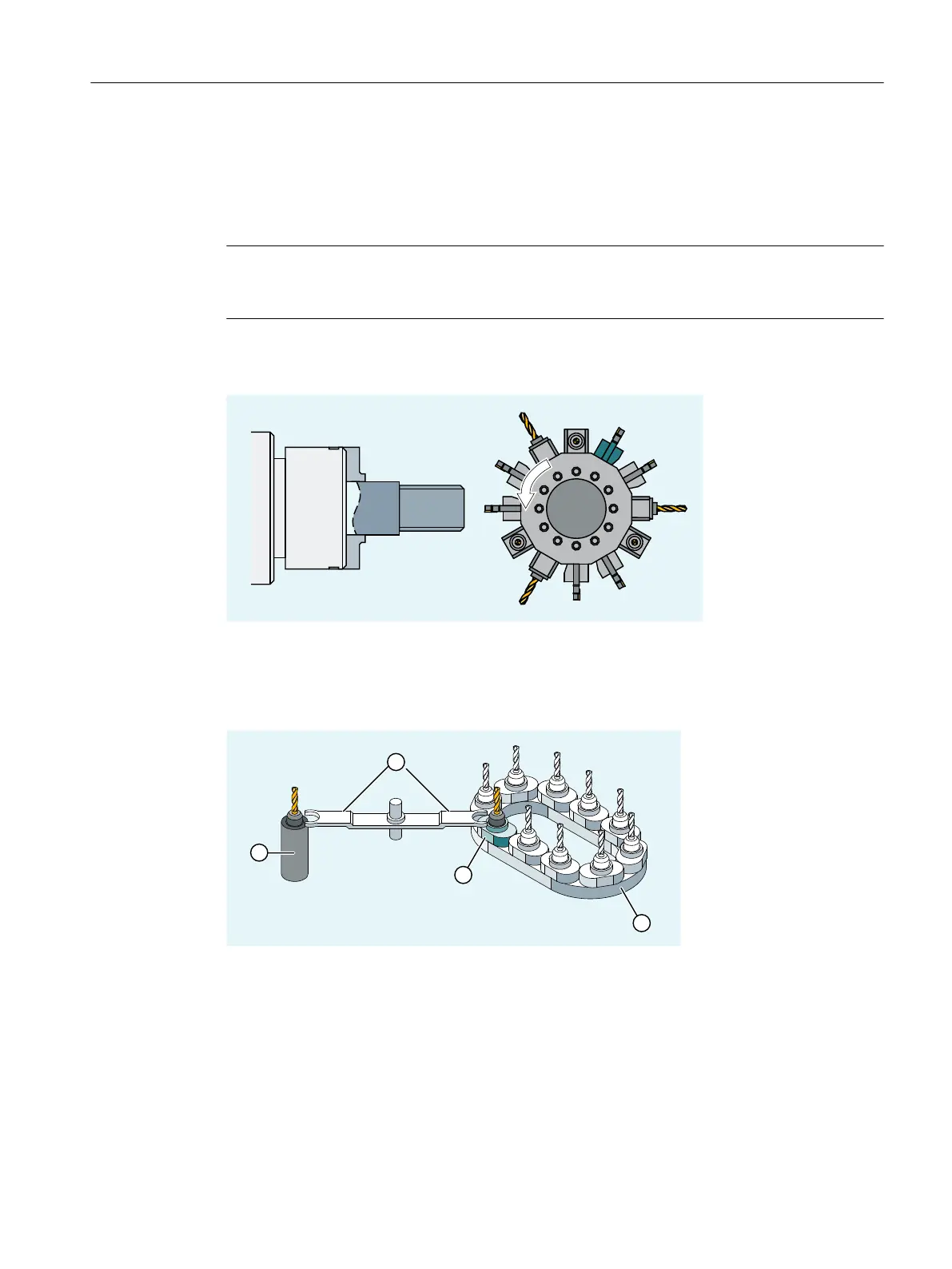
Tool changing on turning machines with tool turrets
In turret magazines on turning machines, the tool change, that is the search for and change of
the tool, is called with the T command only.
Tool changing for machine tools with chain, rotary-plate or plane magazines
① Spindle
② Gripper
③ Magazine (here: chain magazine)
④ Change position for spindle
In chain, rotary-plate and plane magazines, a tool change normally takes place in two stages:
1. The tool is sought in the magazine with the T command.
2. The tool is then loaded into the spindle with the M command.
Fundamentals
2.4 Tool change
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 59

 Loading...
Loading...




















