2.10 Tool radius compensation
2.10.1 Tool radius compensation (G40, G41, G42, OFFN)
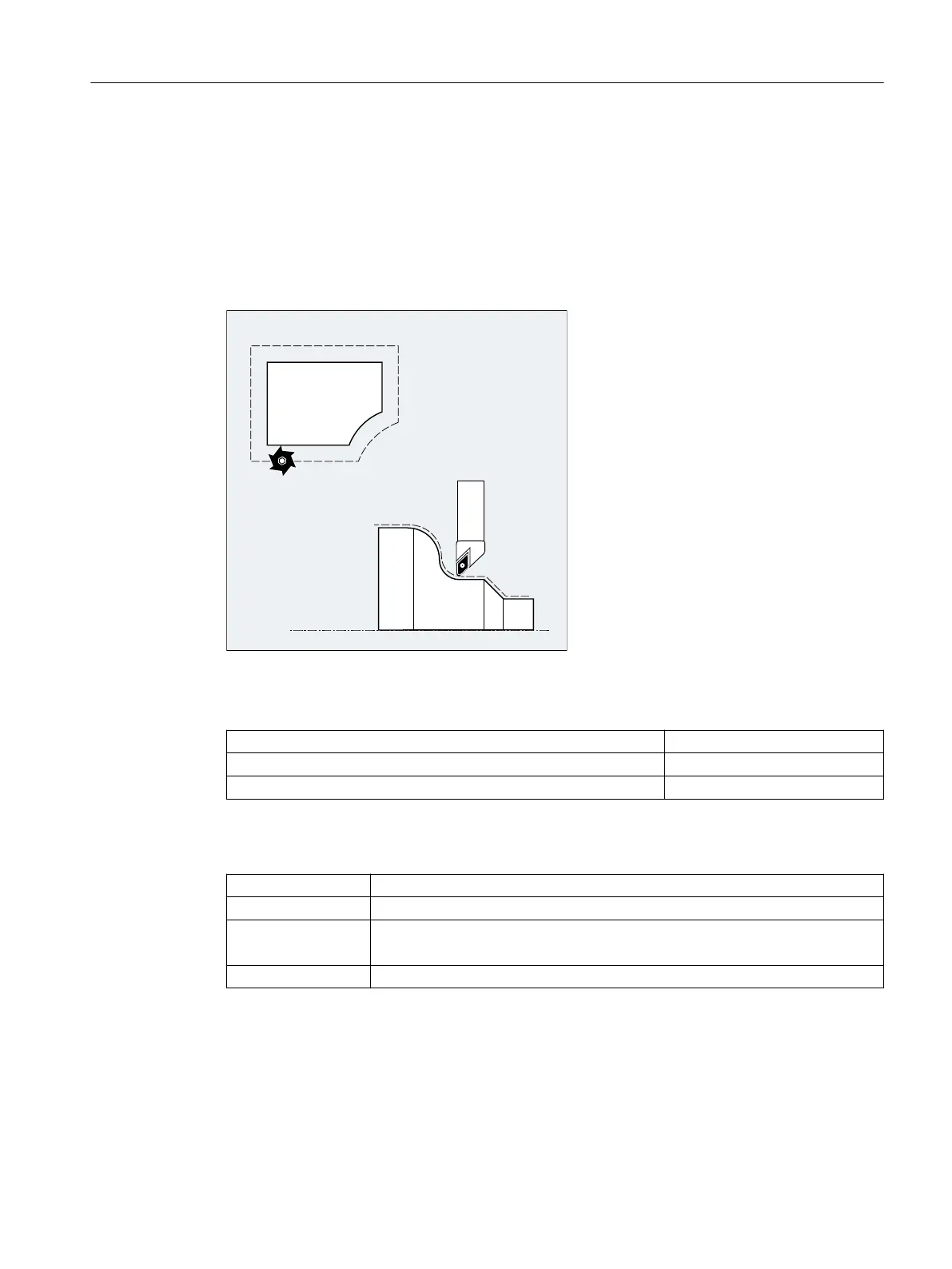
When tool radius compensation (TRC) is active, the control automatically calculates the
equidistant tool paths for various tools.
Syntax
G0/G1 X... Y… Z... G41/G42 [OFFN=<value>]
...
G40 X... Y… Z...
Meaning
G41: Activate TRC with machining direction left of the contour.
G42: Activate TRC with machining direction right of the contour.
OFFN=<value>: Allowance on the programmed contour (normal contour offset) (optional),
e.g. to generate equidistant paths for rough finishing.
G40: Deactivate TRC.
Fundamentals
2.10 Tool radius compensation
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 251

 Loading...
Loading...




















