Note
In the NC block with G40/G41/G42, G0 or G1 has to be active and at least one axis has to be
specified on the selected working plane.
If only one axis is specified on activation, the last position on the second axis is added
automatically and traversed with both axes.
The two axes must be active as geometry axes in the channel. This can be achieved by means
of GEOAX programming.
Examples
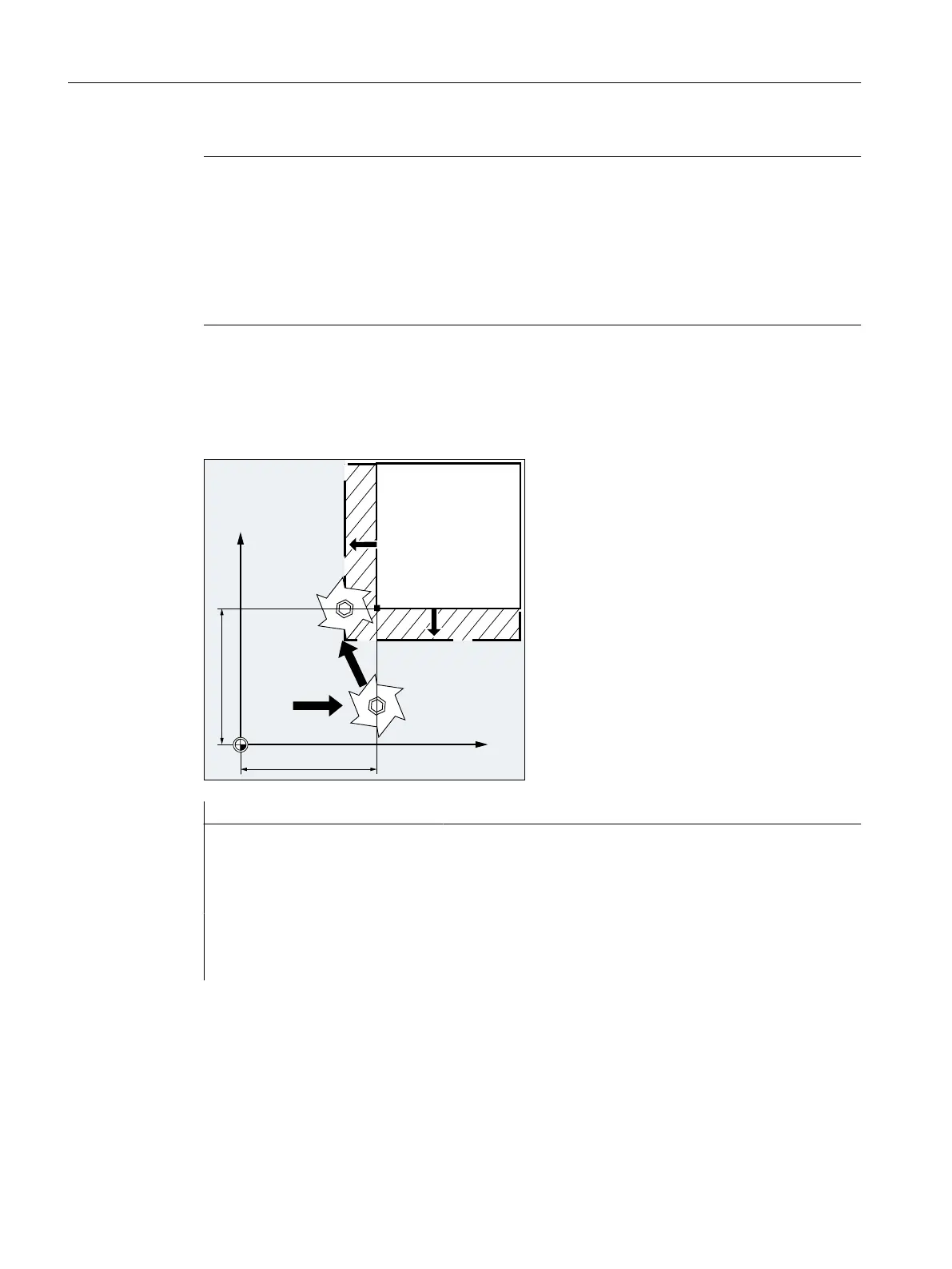
Example 1: Milling
&RPSHQVDWLRQLQ<
&RPSHQVDWLRQ
LQ;
;
<
1
1
Program code Comment
N10 G0 X50 T1 D1
; Only tool length compensation is activated. X50 is
approached without compensation.
N20 G1 G41 Y50 F200
; Radius compensation is activated, point X50/Y50 is
approached with compensation.
N30 Y100
…
Fundamentals
2.10 Tool radius compensation
NC programming
252 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0

 Loading...
Loading...




















