X... Y... Z... : Circle end point in Cartesian coordinates.
Depending on the currently valid dimensional notation setting G90/G91
or ...=AC(...) / ...=IC(...), the end point coordinates are interpreted
either in the absolute dimension or in the incremental dimension.
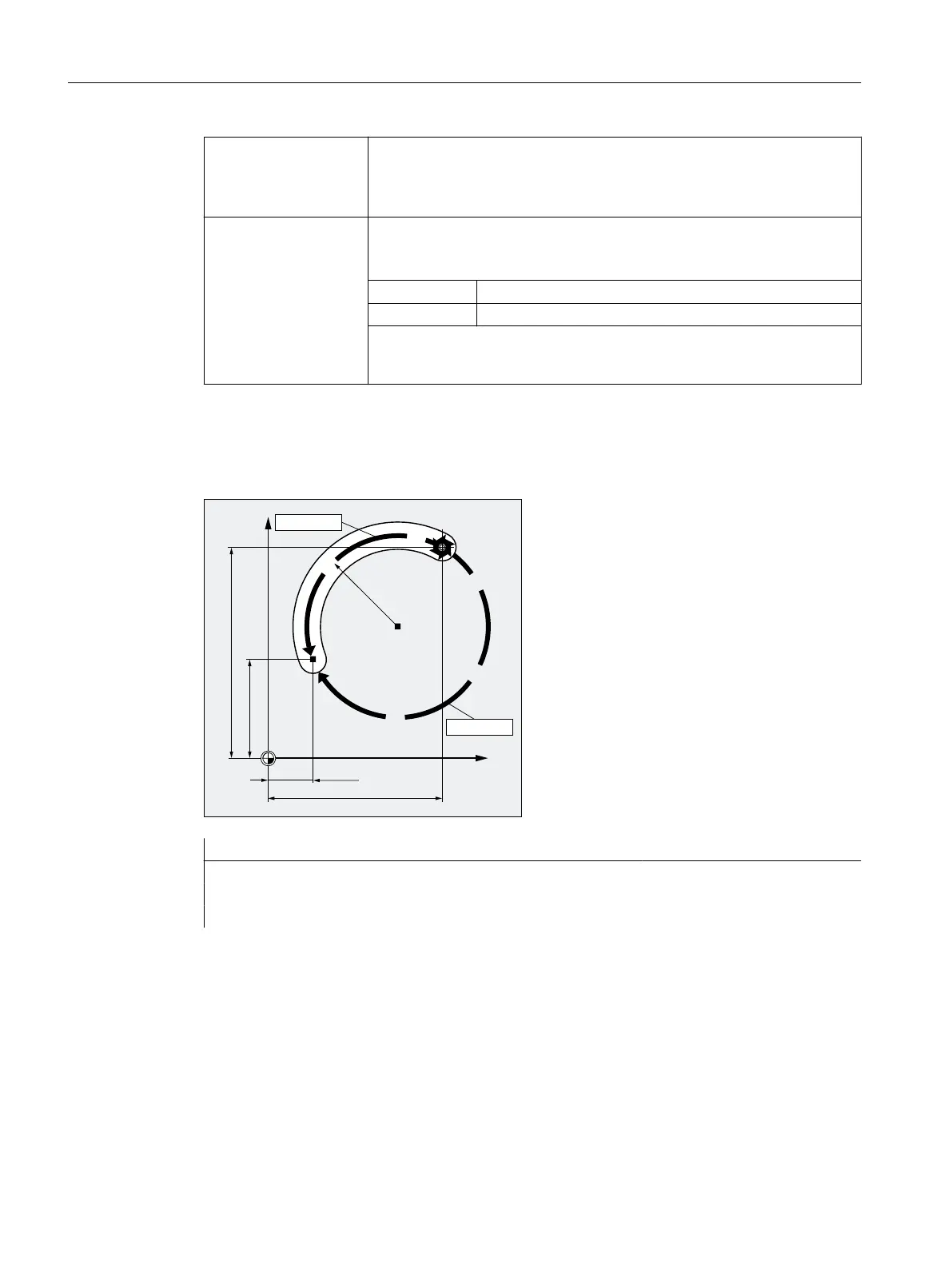
CR=±... : Circle radius
The sign indicates whether the traversing angle is to be greater than or less
than 180°. A positive sign can be omitted.
CR=+... : Traversing angle ≤ 180°
CR=-... : Traversing angle > 180°
Note
There is no practical limitation on the maximum size of the programmable
radius.
Examples
Example 1: Milling
;
<
&5
&5
&5
Program code
N10 G0 X67.5 Y80.511
N20 G3 X17.203 Y38.029 CR=34.913 F500
...
Fundamentals
2.9 Motion commands
NC programming
192 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0

 Loading...
Loading...




















