The associated NC program segment is as follows:
Program code Comment
$TC_DP1[1,1]=121 ; Milling tool
$TC_DP6[1,1]=10 ; Radius 10 mm
N10 G1 X0 Y0 Z60 G64 T1 D1 F10000
N20 G41 KONTC X70 Y0 Z0 ; Approach
N30 G2 I-70 ; Full circle
N40 G40 G1 X0 Y0 Z60 ; Retract
N50 M30
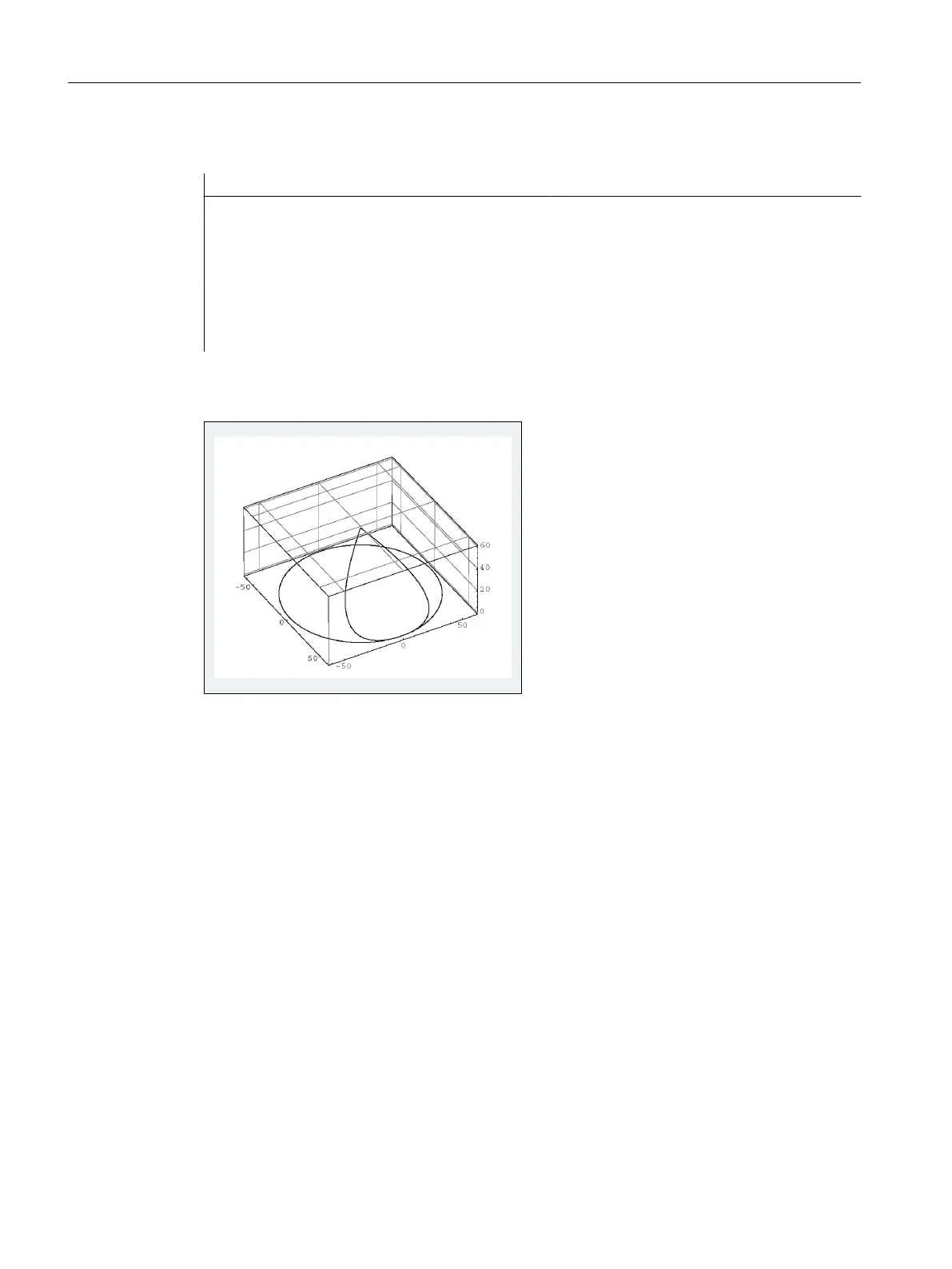
At the same time as the curvature is being adapted to the circular path of the full circle,
traversing is performed from Z60 to the plane of the circle Z0:
Figure 2-15 3D representation.
Fundamentals
2.10 Tool radius compensation
NC programming
262 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0

 Loading...
Loading...




















