',65
',65
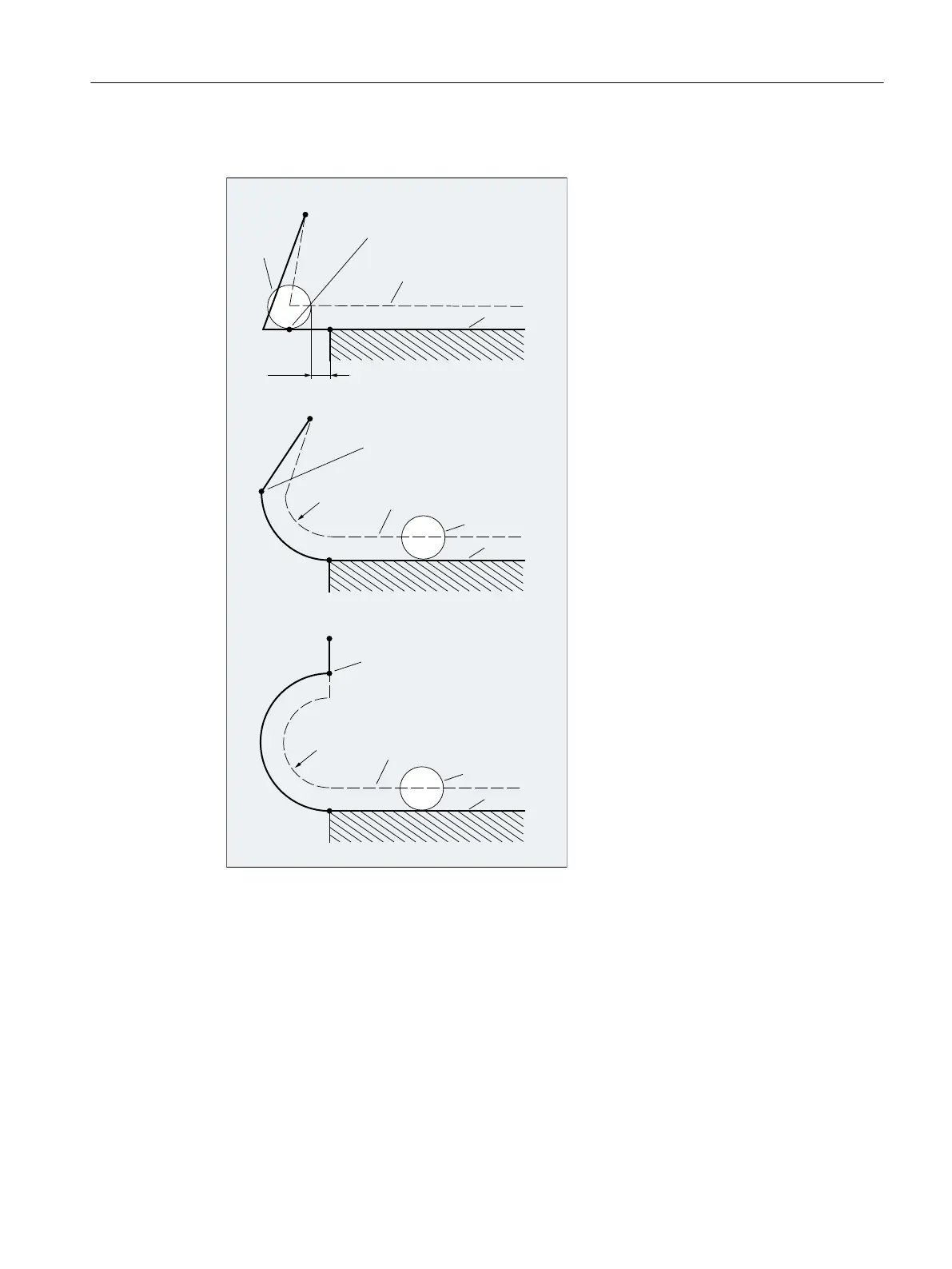
:KHQDSSURDFKLQJZLWK
DVWUDLJKWOLQH*
&RQWRXU
:KHQDSSURDFKLQJZLWK
TXDUWHUFLUFOH*
&RQWRXU
:KHQDSSURDFKLQJZLWK
VHPLFLUFOH*
&RQWRXU
7RROFHQWHUSRLQWSDWK
7RRO
7RRO
7RROFHQWHUSRLQWSDWK
7RRO
7RROFHQWHUSRLQWSDWK
3
3
3
3
3
3
3
',65
3
3
Figure 2-16 Approach movements with simultaneous activation of the tool radius compensation
Selecting the approach and retraction direction
Use the tool radius compensation (G140, default setting) to determine the approach and
retraction direction with positive tool radius:
● G41 active → approach from left
● G42 active → approach from right
G141, G142 and G143 provide further approach options.
The G codes are only significant when the approach contour is a quadrant or a semicircle.
Fundamentals
2.10 Tool radius compensation
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 275

 Loading...
Loading...




















