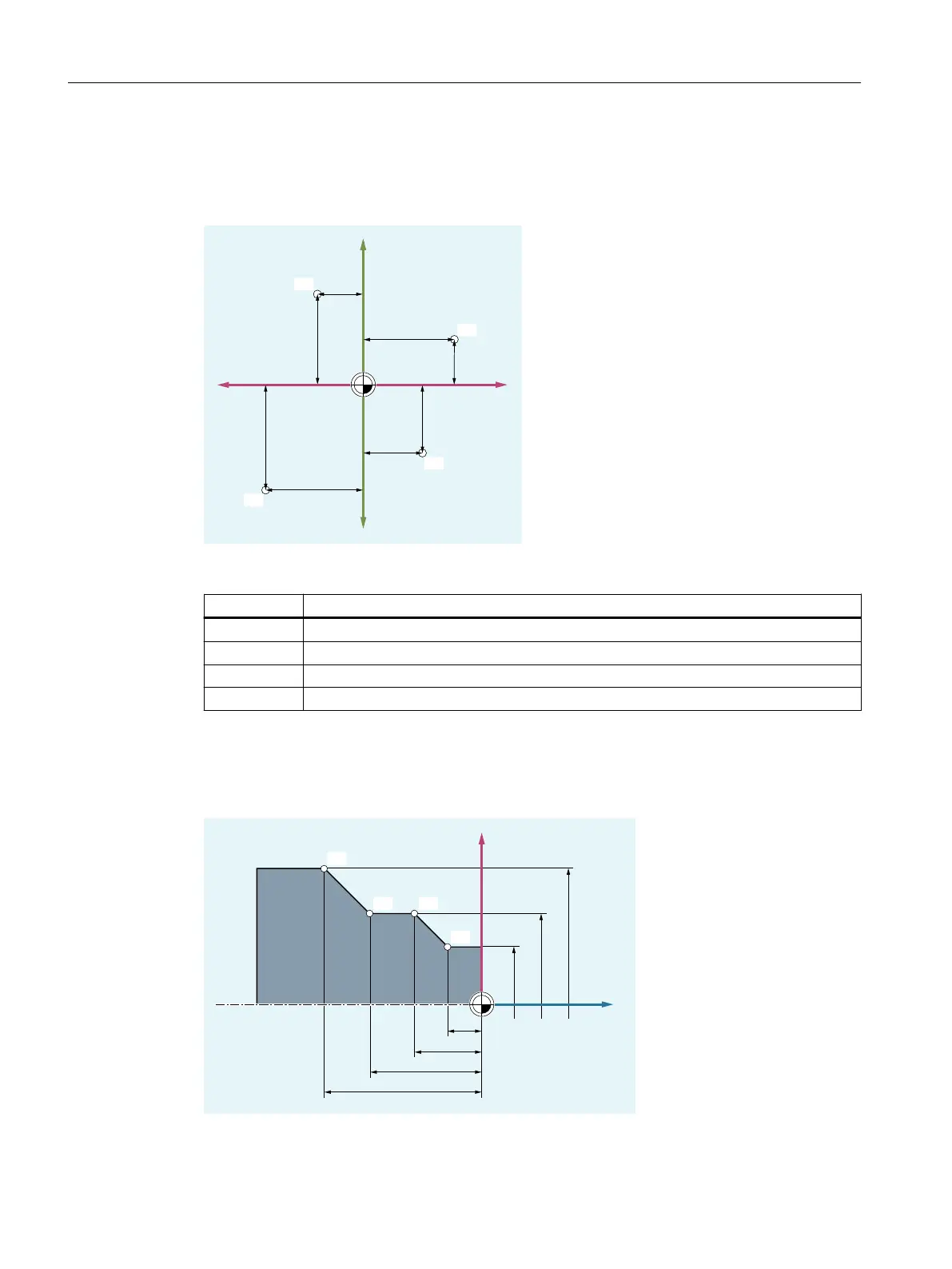
Position specifications in the form of Cartesian coordinates
To simplify things, we will only consider one plane of the coordinate system in the following
example, the X/Y plane:
3
3
3
3
<
<
=
;;
Points P1 to P4 have the following coordinates:
Position Coordinates
P1 X100 Y50
P2 X-50 Y100
P3 X-105 Y-115
P4 X70 Y-75
Example: Workpiece positions for turning
With lathes, one plane is sufficient to describe the contour:
3
33
3
;
=
Fundamentals
2.1 Fundamental Geometrical Principles
NC programming
28 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0

 Loading...
Loading...




















