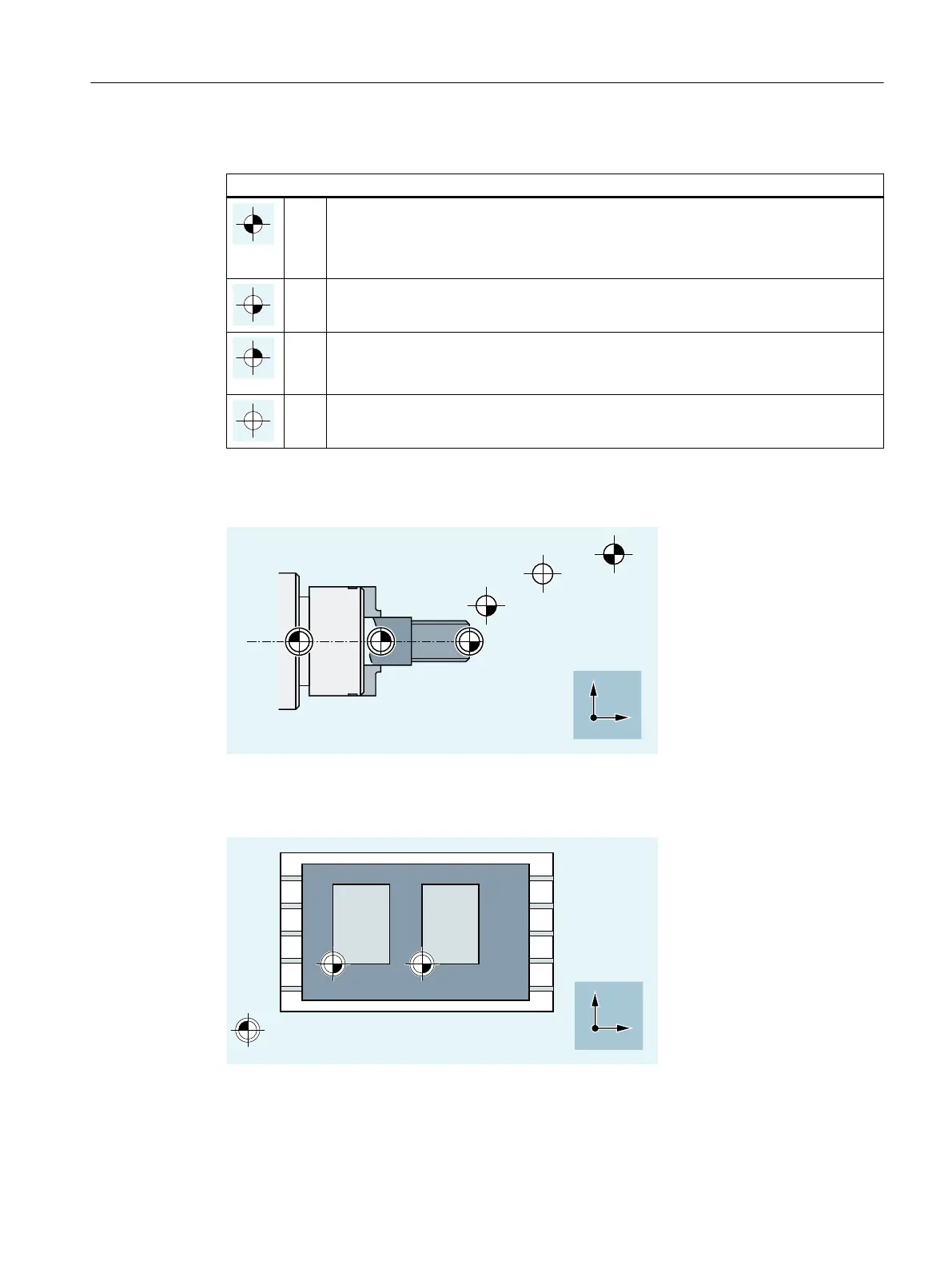
Reference points
R Reference point
Position defined by output cam and measuring system. The distance to the machine
zero M must be known so that the axis position at this point can be set exactly to this
value.
B Starting point
Can be defined by the program. The 1st tool starts machining here.
T Toolholder reference point
Is on the toolholder. By entering the tool lengths, the control calculates the distance
between the tool tip and the toolholder reference point.
N Tool change point
Zero points and reference points for turning
Zero points for milling
Fundamentals
2.1 Fundamental Geometrical Principles
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 35

 Loading...
Loading...




















