ETAN: Tangential transition to the previous block (delete position)
ENAT
ETANBTAN
BNAT
EAUTO
BAUTO
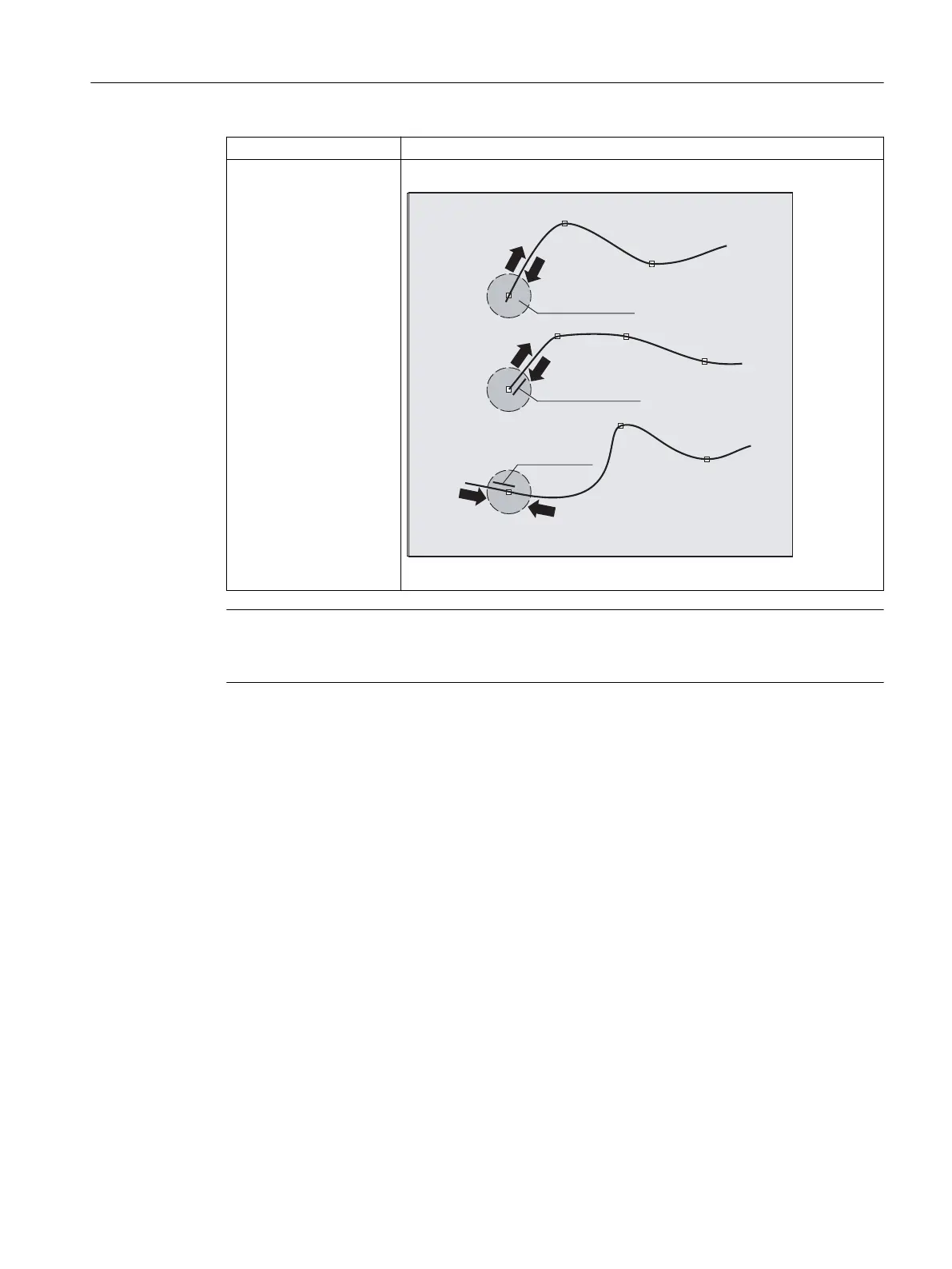
No input
Zero curvature
Tangential
transition
Note
The programmable transitional behavior has no influence on the B spline. The B spline is
always tangential to the check polygon at its start and end points.
Supplementary conditions
● Tool radius compensation may be used.
● Collision monitoring is carried out in the projection in the plane.
Examples
Example 1: B spline
Program code 1 (all weights 1)
N10 G1 X0 Y0 F300 G64
N20 BSPLINE
N30 X10 Y20
N40 X20 Y40
N50 X30 Y30
N60 X40 Y45
N70 X50 Y0
Work preparation
3.7 Special motion commands
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 595

 Loading...
Loading...




















