Note
The dynamic values are already active in the block in which the associated G command is
programmed. Machining is not stopped.
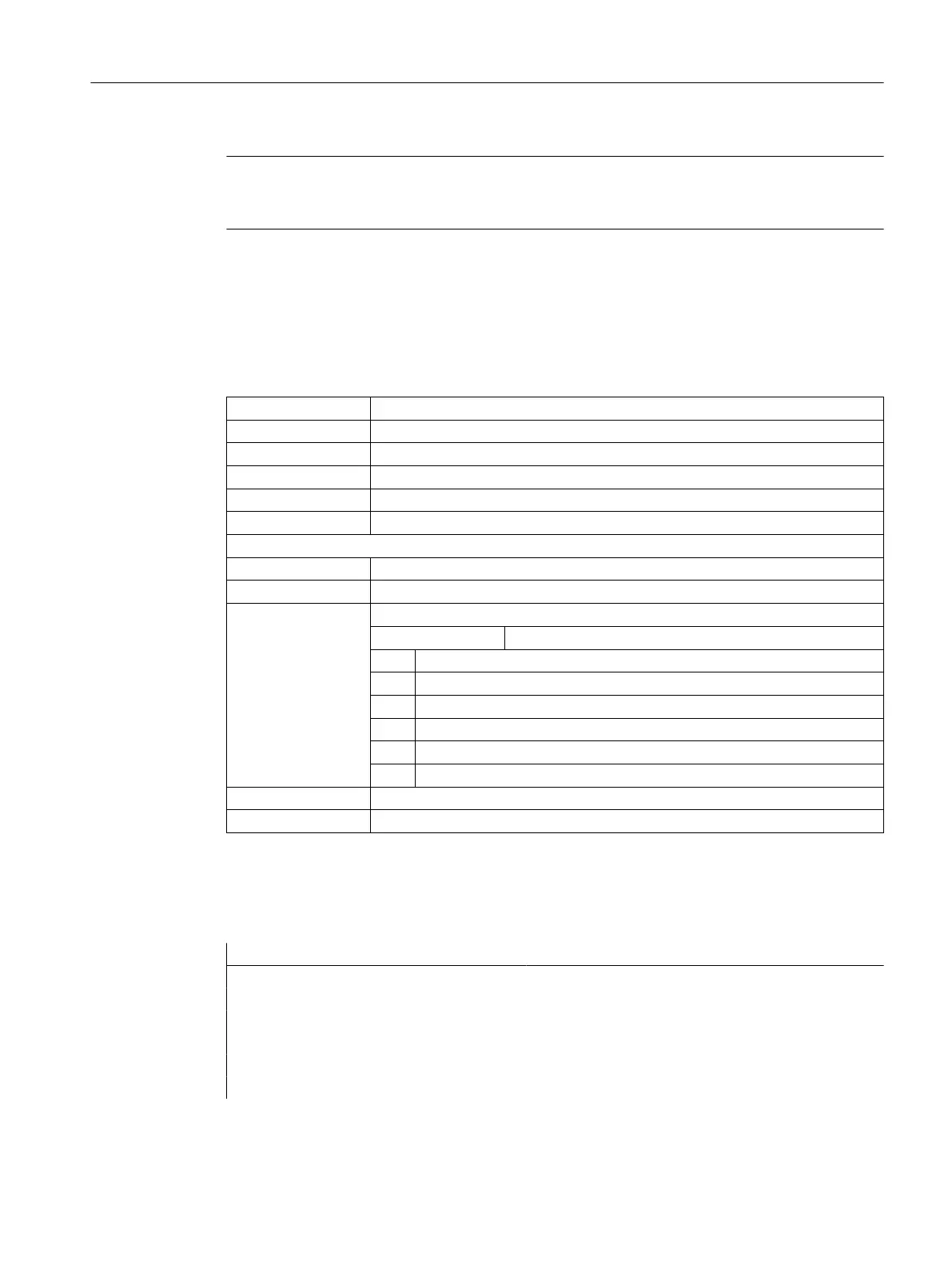
Read or write a specific field element:
R<m>=$MA...[n,X]
$MA...[n,X]=<value>
Meaning
DYNNORM: Activate normal dynamic response
DYNPOS: Activate dynamic response for positioning mode, tapping
DYNROUGH: Activate dynamic response for roughing
DYNSEMIFIN: Activate dynamic response for semi-finishing
DYNFINISH: Activate dynamic response for finishing
DYNPREC: Activate dynamic response for smooth finishing
R<m>: R-parameter with number <m>
$MA...[n,X]: Machine data with field element affecting dynamic response
<n>: Array index
Value range: 0 ... 5
0 Normal dynamic response (DYNNORM)
1 Dynamic response for positioning mode (DYNPOS)
2 Dynamic response for roughing (DYNROUGH)
3 Dynamic response for semi-finishing (DYNSEMIFIN)
4 Dynamic response for finishing (DYNFINISH)
5 Dynamic response for smooth finishing (DYNPREC)
<X>: Axis address
<Value>: Dynamic value
Examples
Example 1: Activate dynamic values
Program code Comment
DYNNORM G1 X10 ; Initial setting
DYNPOS G1 X10 Y20 Z30 F… ; Positioning mode, tapping
DYNROUGH G1 X10 Y20 Z30 F10000 ;Roughing
DYNSEMIFIN G1 X10 Y20 Z30 F2000 ; Semi-finishing
DYNFINISH G1 X10 Y20 Z30 F1000 ;Finishing
DYNPREC G1 X10 Y20 Z30 F600 ; Smooth finishing
Work preparation
3.14 Path traversing behavior
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 843

 Loading...
Loading...




















