Detailed Description
2.4 Tool radius compensation 2D (TRC)
Basic logic functions: Tool Offset (W1)
Function Manual, 11/2006, 6FC5397-0BP10-2BA0
67
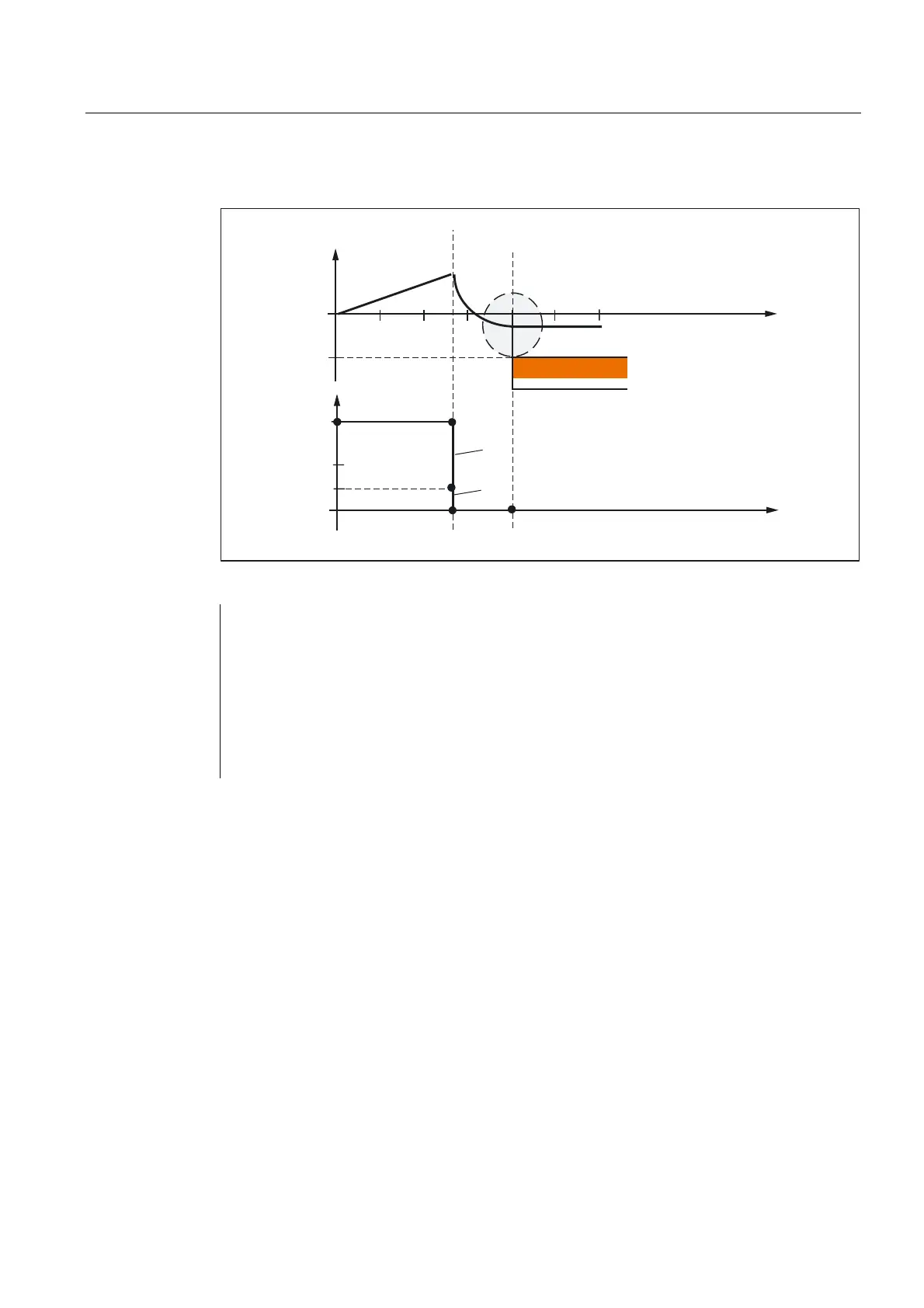
Example:
3
))
)
*
;
;
3
3
33
*
=
<
$TC_DP1[1,1]=120
;Milling tool T1/D1
$TC_DP6 [1,1] = 7
;Tool with 7mm radius
N10 G90 G0 X0 Y0 Z20 D1 T1
N20 G41 G341 G247 DISCL=AC(5) DISR=13FAD 500 X40 Y-10 Z=0 F2000
N30 X50
N40 X60
...
Programming feed F
This feed value is effective from point P
3
(or from point P
2
, if FAD is not programmed). If no F
command is programmed in the SAR block, the speed of the preceding block is valid. The
velocity defined by FAD is not used for following blocks.

 Loading...
Loading...


























