3
10.04 Programming with ShopMill
3.5 Contour millin
3
Siemens AG, 2004. All rights reserved
SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition 3-209
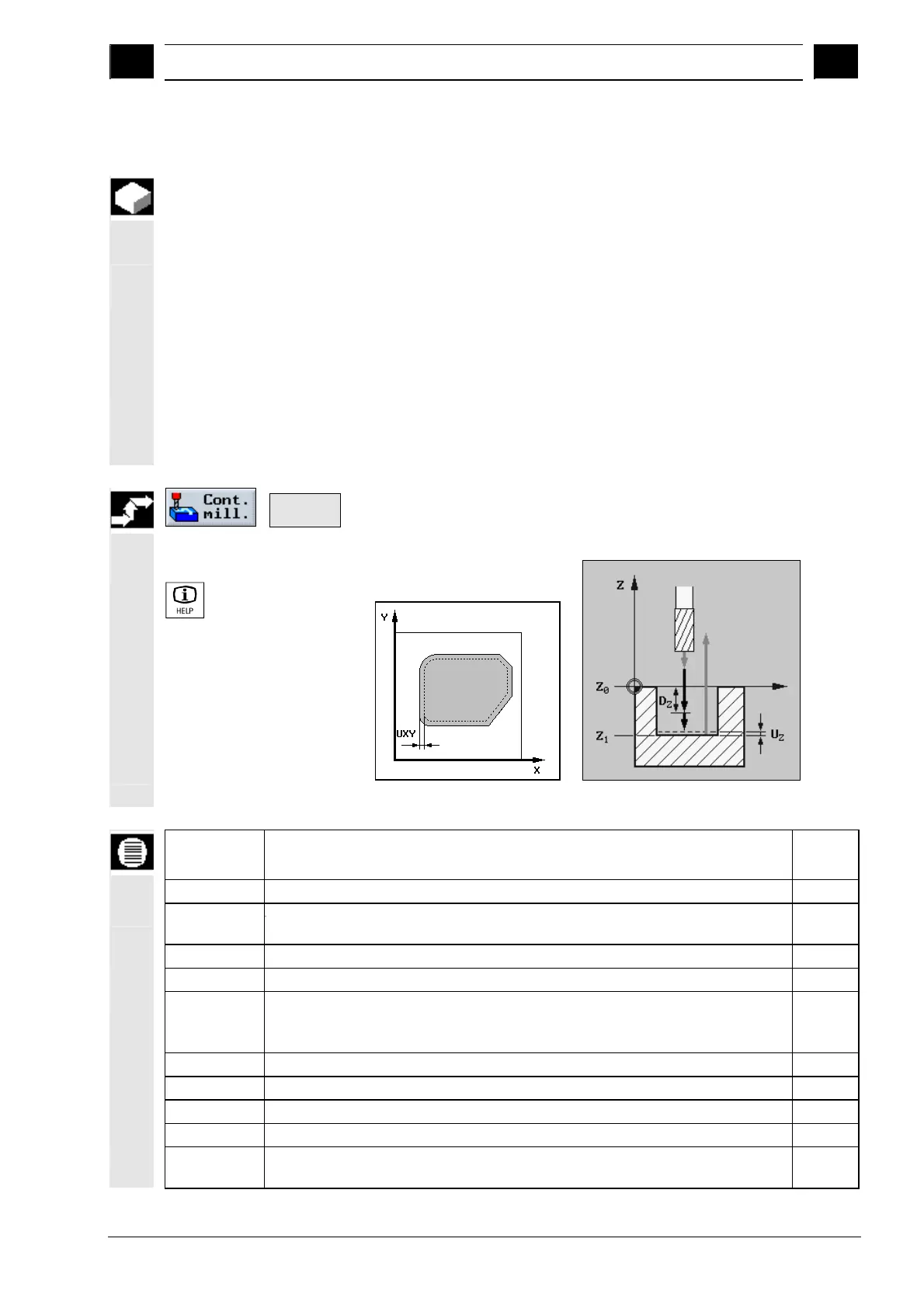
3.5.8 Milling a contour pocket (roughing)
Before you can machine a pocket with islands, you must enter the
contour of the pocket and islands (see Sec. "Freely defined
contours"). The first contour you specify is interpreted as the pocket
contour and all the others as islands.
Using the programmed contours and the input screen form for solid
machining, ShopMill generates a program which removes the pockets
with islands from inside to outside in parallel to the contour. The
direction is determined by the direction of rotation specified in the
program header for machining (reverse or synchronous).
The islands can also be located partially outside the pocket or overlap
each other.
Mill
pocket >
Press the "Cont. mill." and "Mill pocket" softkeys.
Call help display with the
key
Help displays for solid machining
Parameters Description Unit
T, F, V See Sec. "Programming the tool, offset value and spindle speed".
Machining
mode
Roughing
Z0 Workpiece height (abs.) mm
Z1 Depth with reference to Z0 (abs. or inc.) mm
DXY Max. infeed in X/Y plane.
lternately, you can specify the plane infeed as a %, as a ratio plane infeed (mm)
to milling cutter diameter (mm).
mm
%
DZ Max. infeed depth (abs. or inc.) mm
UXY Finishing allowance, plane mm
ZU Finishing allowance, depth mm
Start point
The starting point can be determined automatically or entered manually.
X
Y
Starting point X (abs.), manual input only
Starting point Y (abs.), manual input only
mm
mm
 Loading...
Loading...



























