3
10.04 Programming with ShopMill
3.7 Drillin
3
Siemens AG, 2004. All rights reserved
SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition 3-253
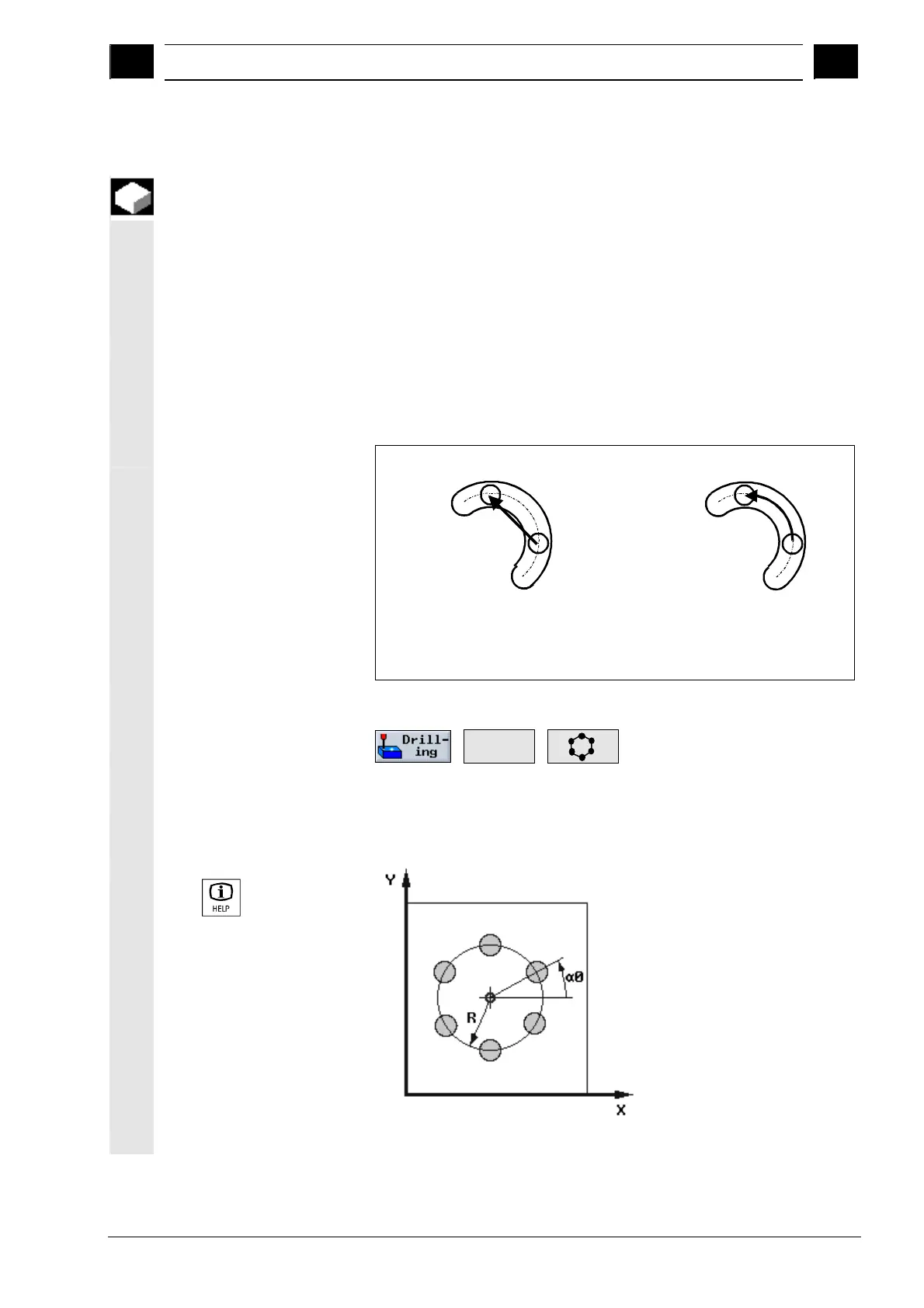
3.7.13 Full circle position pattern
This function can be used to program drill holes on a circle with a
defined radius. The basic angle of rotation (α0) for the 1st position is
relative to the X axis. The control calculates the angle of the next hole
position as a function of the total number of holes. The angle it
calculates is identical for all positions.
If the A or B axis is used, the angle refers to a set reference point
(A0).
You can use the XA selection if use of the rotary axis on the machine
is required.
The Y axis is not traversed, i.e. the Y axis must first be positioned
centrally over the cylinder.
The tool can approach the next position along a linear or circular path.
The tool approaches the positions on a
linear path. The result may be a contour
violation in a circumferential groove.
The tool approaches the positions
on the programmed circular path.
No contour violation results in a
circumferential groove.
Approaching positions on a linear or circular path
Select with softkey
Positions
If you position the cursor on the "Full/pitch circle" field, you can toggle
between the two options using the "Alternat." softkey.
Call help display with
the
key
Help display for "Full circle of holes"

 Loading...
Loading...


























