9
10.04 Examples
9.4 Exam
le 4: Slot side com
ensation
9
Siemens AG, 2004. All rights reserved
SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition 9-433
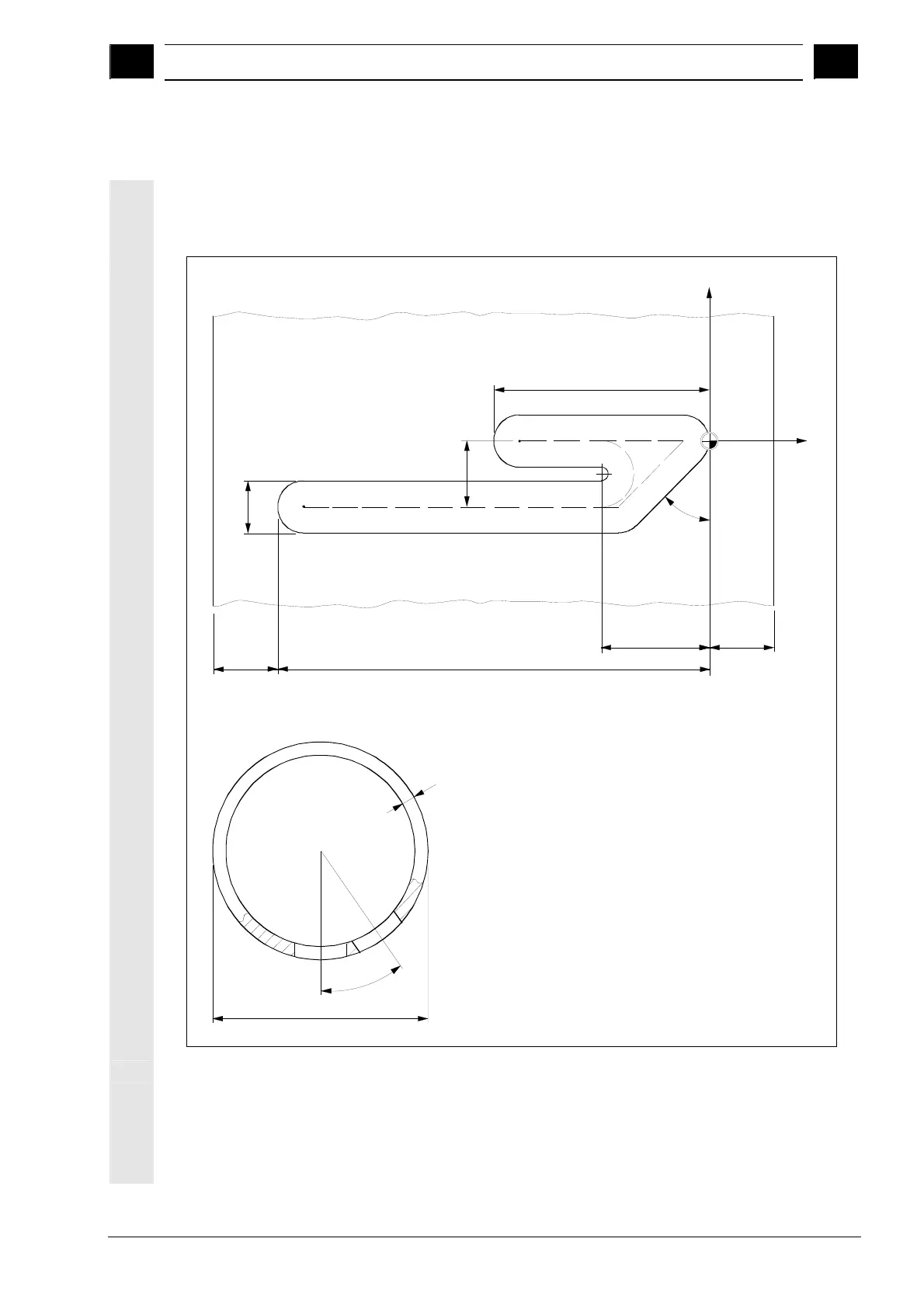
9.4 Example 4: Slot side compensation
A slot with parallel slot sides is milled in a pipe. In this instance, it is
not the slot contour that is programmed, but the imaginary center-
point path of a bolt inserted in the slot.
50
3
5
o
3
12
50
y
x
100
25 15
15
4
5
o
35
o
Requirements
• There is a rotary axis, e.g. axis A, and the transformation is
configured via machine data.
• The reference points on the cylinder are predefined. Program the
reference points X0, Y0, Z0 and the required work offset, for
example, in "Machine Manual", "Workpiece zero", and "Edge".