3
10.04 Programming with ShopMill
3.7 Drillin
3
Siemens AG, 2004. All rights reserved
SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition 3-233
3.7.3 Deep-hole drilling
The tool is moved at rapid traverse to the programmed position,
allowing for the retraction plane and safety clearance. It is then
inserted into the workpiece at the programmed feedrate.
Deep hole
drilling
Press the "Drilling" and "Deep hole drilling" softkeys.
Stock removal
The tool drills at the programmed feedrate (F) until the 1st infeed
depth is reached. On reaching the 1st depth, the tool is retracted from
the workpiece at rapid traverse for stock removal and is then re-
inserted at the 1st infeed depth reduced by a clearance distance (V3).
The tool then drills to the next infeed depth and is then retracted
again, repeating this process until the final drill depth (Z1) is reached.
On expiry of the dwell time (DT), the tool is retracted at rapid traverse
to the safety clearance.
Chipbreaking
The tool drills at the programmed feedrate (F) until the 1st infeed
depth is reached. Once this depth is reached, the tool is retracted by a
withdrawal distance (V2) for chip breaking and is then inserted again
down to the next drilling depth. It repeats this process until the final
drilling depth (Z1) is reached.
The specified amount can be defined either per machine data or in the
parameter screenform. If the parameter is pre-assigned via machine
data, it does not appear in the parameter screen.
Please refer to the machine manufacturer's instructions.
Call help display with
the
key
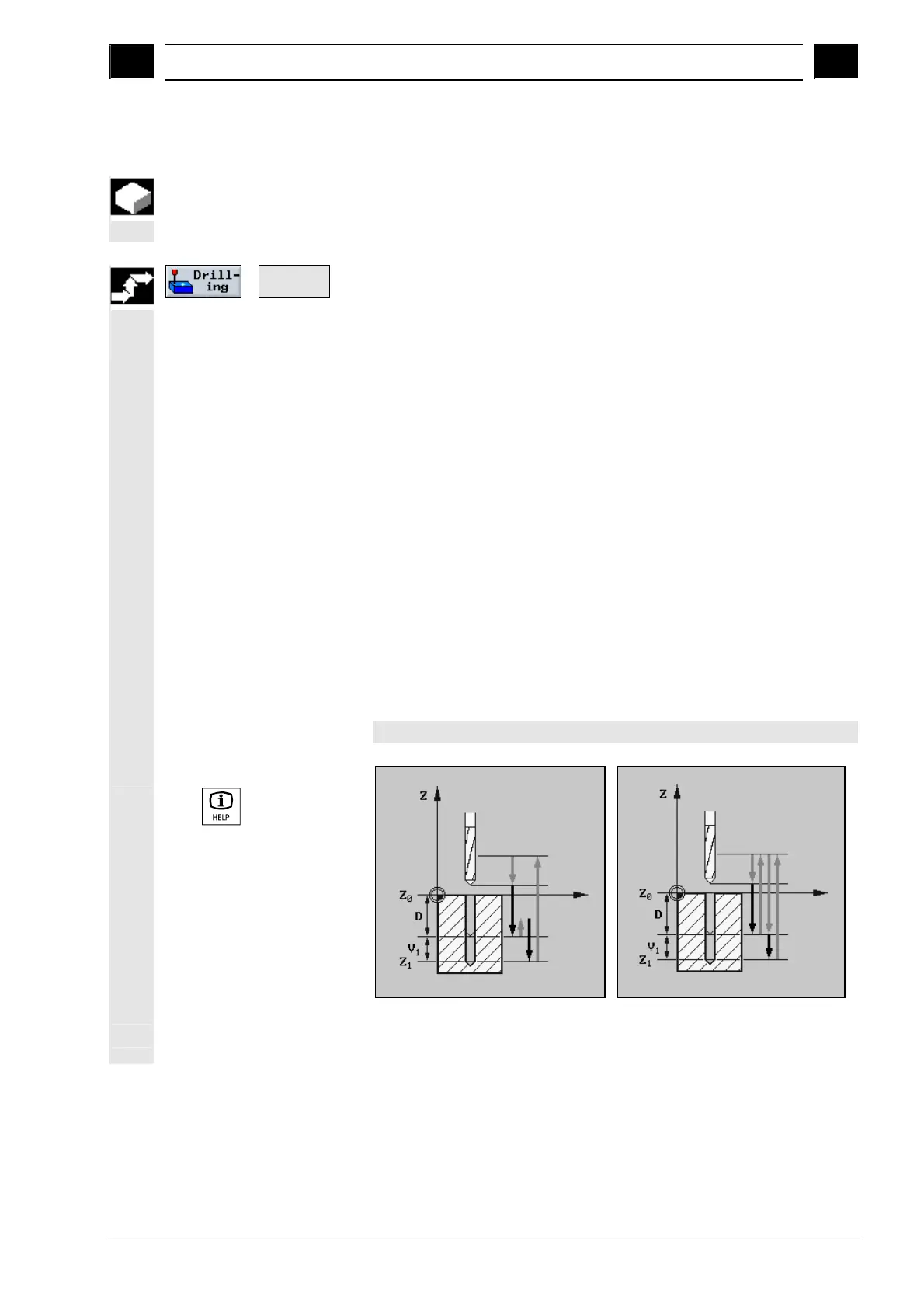
Help display for deep hole drilling with
chipbreaking
Help display for deep hole drilling with stoc
removal

 Loading...
Loading...


























