3
10.04 Programming with ShopMill
3.5 Contour millin
3
Siemens AG, 2004. All rights reserved
SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition 3-211
Then program as follows:
1. Contour pocket 1
2. Remove stock
3. Contour pocket 2
4. Remove stock
5. Contour pocket 1
6. Remove residual material
7. Contour pocket 2
8. Remove residual material
The "Residual material" function is a software option.
Pocket
Res. Mat. >
Press the "Cont. mill." and "Pocket Res. Mat." softkeys.
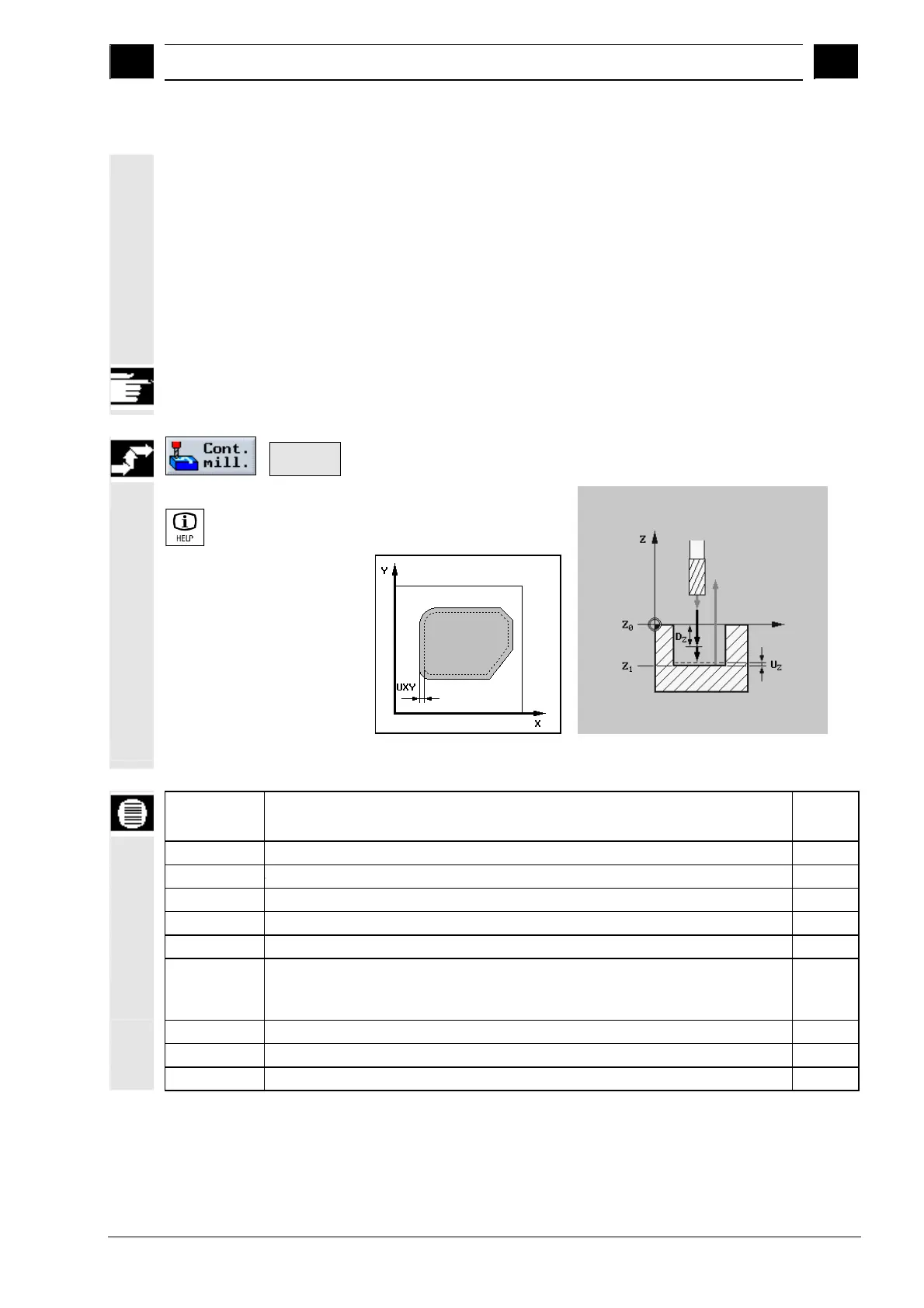
Call help display with the
key
Help display for residual material
Parameters Description Unit
T, F, V See Sec. "Programming the tool, offset value and spindle speed".
Machining type Roughing
TR Reference tool for residual material
Z0 Workpiece height (abs.) mm
Z1 Depth with reference to Z0 (abs. or inc.) mm
DXY Max. infeed, plane
lternatively, you can specify the plane infeed as a %, as a ratio --> plane infeed
(mm) to milling cutter diameter (mm).
mm
%
DZ Max. infeed, depth mm
UXY Finishing allowance, plane mm
UZ Finishing allowance, depth mm

 Loading...
Loading...


























