3
10.04 Programming with ShopMill
3.8 Millin
3
Siemens AG, 2004. All rights reserved
SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition 3-267
Call help display with
the
key
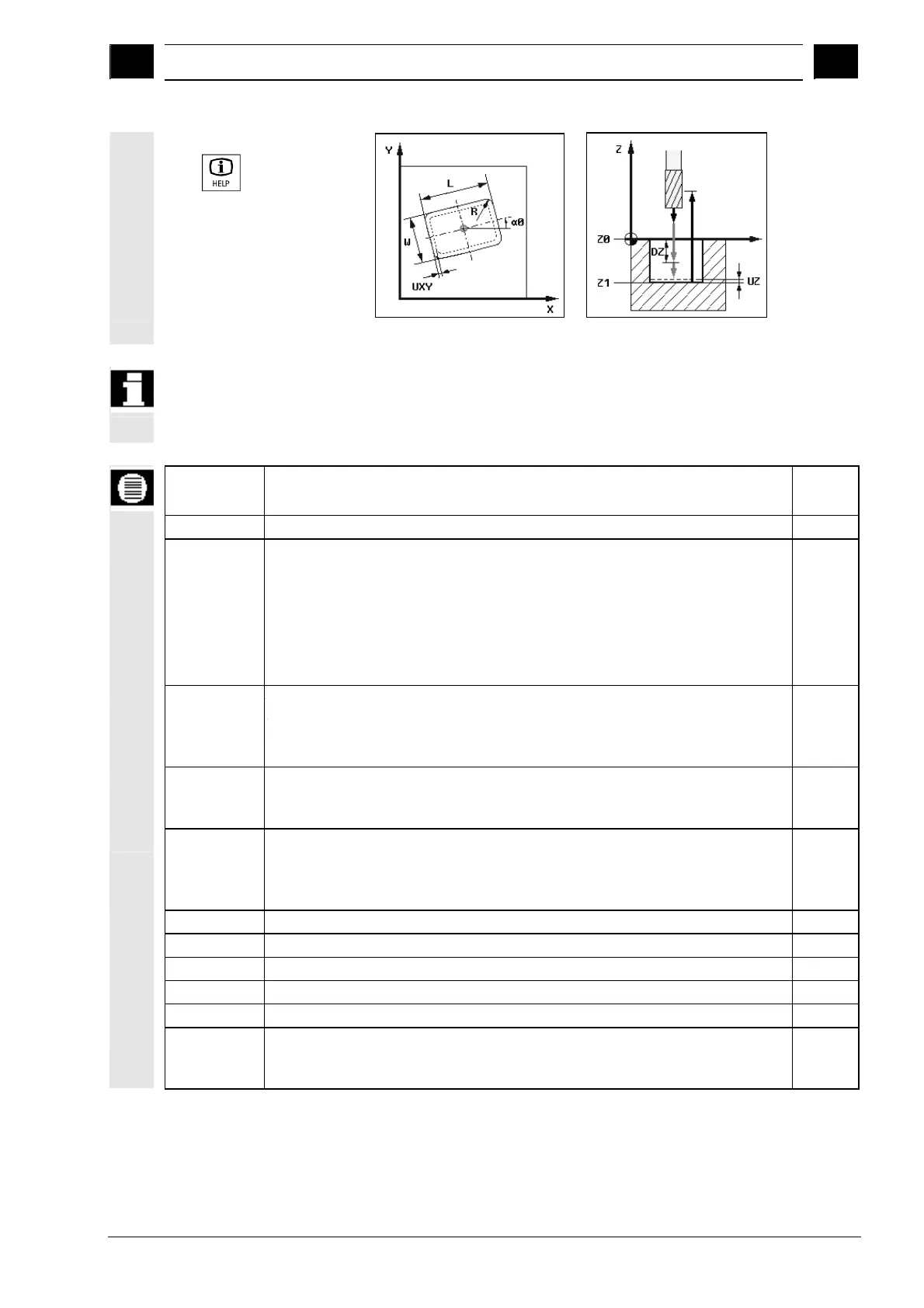
Help display for milling a rectangular pocket
If you want to mill a chamfer and the corner radius was R = 0 during
finishing, you must specify the radius of the finishing milling tool in
parameter R during chamfering.
Parameters Description Unit
T, F, V See Sec. "Programming the tool, offset value and spindle speed".
Position of
reference point
5 different positions for the reference point can be selected:
• Pocket center
• Lower left-hand corner
• Lower right-hand corner
• Upper left-hand corner
• Upper right-hand corner
The reference point (highlighted in yellow) is displayed in the Help screen.
Machining type Roughing
Finishing
Finishing edge
Chamfer
Single pos.
Pos. pattern
rectangular pocket is machined at the programmed position (X0, Y0, Z0).
Several rectangular pockets are machined in a position pattern (e.g. full circle, pitch
circle, matrix, etc.).
X0
Y0
Z0
The positions refer to the reference point:
Position in X direction (single position only), abs. or inc.
Position in Y direction (single position only), abs. or inc.
Workpiece height (single position only), abs. or inc.
mm
mm
mm
W Pocket width mm
L Pocket length mm
R Radius at pocket corners mm
α0
ngle of rotation of pocket in relation to X axis. Degr.
Z1 Depth of pocket in relation to Z0 (abs. or inc.) (not for chamfer) mm
DXY Max. infeed in plane (XY direction)
lternatively, you can specify the plane infeed as a %, as a ratio plane infeed
(mm) to milling cutter diameter (mm). (not for chamfer)
mm
%

 Loading...
Loading...


























