3
10.04 Programming with ShopMill
3.8 Millin
3
Siemens AG, 2004. All rights reserved
SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition 3-273
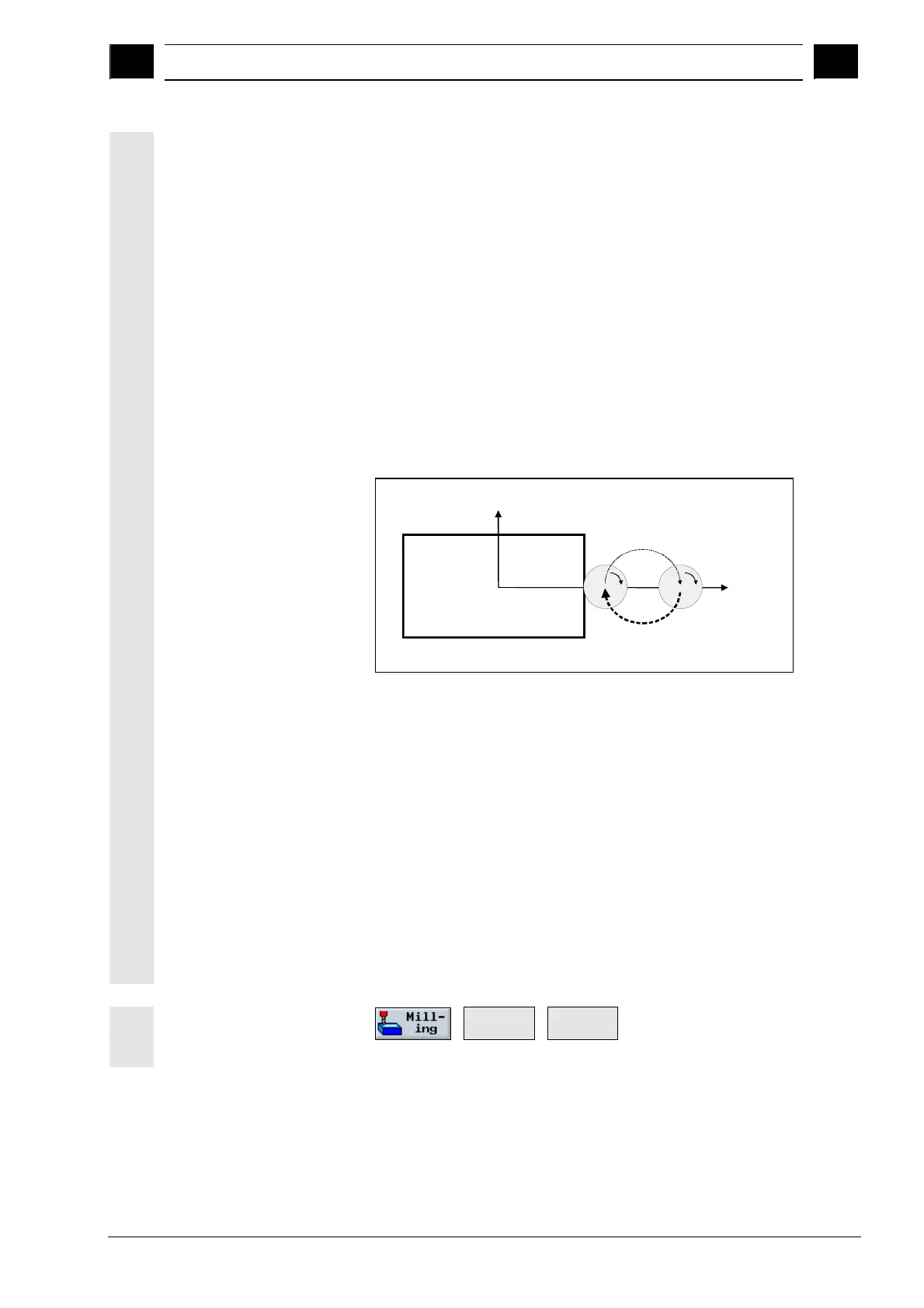
Contour
approach/retraction
1. The tool approaches the starting point at rapid traverse at the
height of the retraction plane and adjusts to the safety clearance.
The starting point is on the positive X axis rotated through α0.
2. The tool traverses the spigot contour sideways in a semicircle at
machining feed. The tool first executes infeed at machining depth
and then moves in the plane. The spigot is machined as a function
of the programmed machining direction (climb/conventional) in a
clockwise or counterclockwise direction.
3. When the spigot has been circumnavigated once, the tool retracts
from the contour in the plane in a semicircle and then infeeds to
the next machining depth.
4. The spigot is approached again in a semicircle and
circumnavigated once. It repeats the process until the spigot depth
has been reached.
5. The tool moves back to the safety clearance at rapid traverse.
Y
X
Contour retraction
Contour approach
Contour approach/retraction along semi-circle with CW rotating spindle and
conventional milling operation
Machining type
You can select the machining mode for milling the rectangular spigot
as follows:
• Roughing
Roughing involves moving round the spigot until the programmed
finishing allowance has been reached.
• Finishing
If you have programmed a finishing allowance, the spigot is
moved round until depth Z1 is reached.
• Chamfer
Chamfering involves edge breaking at the upper edge of the
rectangular spigot.
Select with softkey
Spigot >
Rectangular
spigot
 Loading...
Loading...



























