4
Technical data are subject to change without notice.
ISO 9001 certified. © Copyright SPM 1996-9. 71416.B
SPM Instrument AB • Box 4 • S-645 21 Strängnäs • Sweden
Tel +46 152 22500 • Fax +46 152 15075 • info@spminstrument.se • www.spminstrument.se
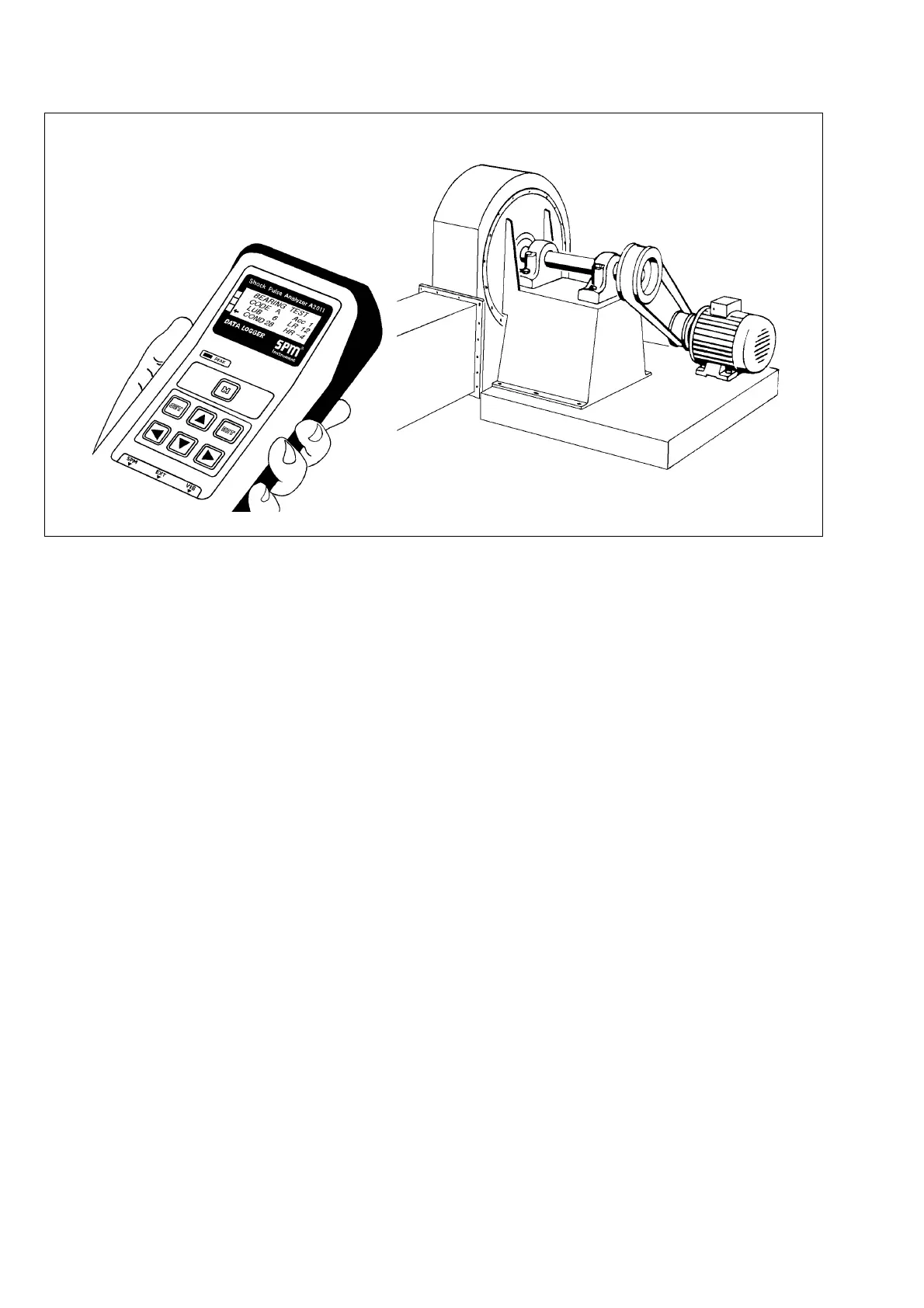
The A2011 is primarily intended to be used as a data
logger, in conjunction with SPM software CONDMAS-
TER. The program stores measuring point data, com-
ments, etc., and is used to create measuring orders to
be downloaded to the A2011. After measuring, the
results are transferred back to the PC, to be stored
and evaluated.
The A2011 can also be used without a PC, with
manual input of basic data and manual recording of
results. The instrument requires a minimum of input
data and allows an instant interpretation of machine
condition by supplying:
• a direct indication of machine vibration and
bearing condition in terms of good - reduced -
bad.
• a digital display of lubrication condition data
(LUB No.) and damage severity readings
(COND No.) for bearings.
• vibration severity readings in mm/s RMS.
• contact and non-contact measurement of rpm
and peripheral speed.
Except for the data logging functions and a slightly
modified key pad, the A2011 is in all points similar to
SPM's Shock Pulse Analyzer 2010.
As a vibration meter and tachometer, the A2011 is
comparable with the two SPM instruments VIB-10 and
TAC-10.
Shock Pulse Analyzer A2011 combines the functions
of a shock pulse meter, a vibration meter, and a
tachometer. It is used to check the operating condi-
tion of rotating machines, in order to detect mechani-
cal faults and supply data for effective preventive
maintenance.
With the A2011, maintenance personnel can monitor:
• bearing damage development in rolling bearings.
• the lubrication condition of rolling bearings.
• vibration severity, indicating structural looseness,
misalignment and out-of-balance.
The purpose of systematic condition monitoring is:
• to avoid unnecessary overhauls of machines in
good working order and routine replacements of
serviceable bearings.
• to improve the life expectancy of rolling bearings
by optimizing their lubrication.
• to detect trouble spots in time for planned
repairs and replacements, avoiding both break-
downs and unnecessary production stops.
The condition monitoring functions of the A2011 are
based on two widely used measuring techniques:
• SPM’s patented Shock Pulse Method for bearing
monitoring
• broad band vibration velocity measurement
according to ISO 2372.
Machine Condition Monitoring
Bearing condition
Machine vibration
Rotational speed
Fig. 1